
BeamWatch® / BeamWatch® Plus
BeamWatch® / BeamWatch® Plus
BeamWatch® & BeamWatch®Plus Non-contact, M2,Focus Spot Size and Position Monitor for high power NIR and VIS lasers
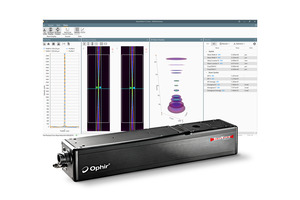
The BeamWatch and the BeamWatch Plus: a non-contact beam characterization system that analyzes industrial multi-kilowatt lasers by measuring Rayleigh Scattering and provides simultaneous, real-time measurements of multiple profiles along the beam propagation.
- Beam Waist Sizes down to 45um
- Fits laser at NIR (950-1100) and VIS (420-635)
- From 400W for NIR (3W for VIS) and up- no upper limit
- GigE Interface
- BeamWatch End User or Technician Analysis Software
Measures laser parameters
- Focus spot (waist) width and location.
- Focal shift
- M² and BPP
- Divergence
- Rayleigh length
- Tilt angle and Centroid See All Features

Software
BeamWatch
BeamWatch's is a simple means of evaluating the laser performance at periodic intervals. It compares key laser performance parameters against preset ranges to provide Go/No-Go readouts so that the laser user knows when to take corrective actions.
Specifications
- Sensor TypeCCD camera, contactless
- Spectral Range950-1100 nm
- Focus Spot Size45 µm to ~2.75 mm
- Power Range400 W(NIR) and 3 W(VIS) , to >100 kW
- Maximum Beam Diameter at Entrance/Exit12.5 mm
- CommunicationGigE
- CE ComplianceYes
- UKCA ComplianceYes
- China RoHS ComplianceYes
Features
Measuring Focal Shift with BeamWatch
Is your laser's focus spot where you think it is? This video shows the focal shift of a 100 Kw laser during the first four seconds of startup using BeamWatch, Ophir's non-contact high power beam analyzer.
Focus Shift Monitoring of High Power Laser
BeamWatch™ utilizes disruptive technology to measure very high power YAG and fiber lasers. By not intercepting the beam and yet providing instantaneous measurements, you can now monitor the beam characteristic at frequent intervals without having to shut down the process or remove tooling and fixtures to get access. In addition, you can now measure focal spot location at millisecond intervals and know if there is any focal spot shift during those critical start-up moments.
BeamWatch Dynamically Measures 100kW Fiber Laser
The BeamWatch® industrial beam profiling system provides data that has never been seen or measured, even to laser users that have been working with high-power lasers for years. Through the dynamic measurement of beam waist location, the laser engineer can know how changes in power density affect the quality the process. For example, data is now available about the laser’s effect on the quality and consistency of laser welds, cuts, and holes drilled.
Laser Measurement Solutions for High Power Industrial Laser Applications
Modern production facilities must constantly increase throughput, at less cost, with less scrap, and with minimum downtime. In this video overview, you will learn how application of new, advanced technology in measurement devices, can help both designers and users of industrial laser systems to optimize and control their processes, so they can accomplish these goals and achieve consistently good results – both in quality and quantity.
Frequently Asked Questions
- My beam measurement seems different than I expected. What can I do to check the measurement?Answer
The measurement accuracy has been improved in recent versions of the software. It was discovered that a gain floor needed to be established to prevent early saturation of the camera. This gain floor was implemented in BeamWatch version 2.2.0. Please check your software version. If you are still having problems, please send a data file to our Service Group for analysis at service@us.ophiropt.com with an explanation of your problem.
- My laptop will not connect to the BeamWatch while connected to its docking station.Answer
Many laptops disable the GigE port on the computer when docked. You can try the port on the docking station itself or use the GigE to USB adapter that came with the unit.
- When hooking up the purge line to the BeamWatch, what line-pressure should I allow to enter the unit?Answer
The input pressure for the BeamWatch can range from 20 to 50 PSI. For optimal performance the pressure for operation should be around 40 PSI at 10 LPM.
- Is a beam dump included or needed to operate the BeamWatch?Answer
A beam dump is not included in the purchase of the BeamWatch. We recommend using a beam dump or equivalent product to protect people and equipment. When using a beam dump or a power sensor, it is not recommended to have the beam dump or power sensor too close to the exit aperture of the unit. Doing so will elevate the background which can impact the accuracy of the results.
A few options for beam dumps can be found here.
If you are interested in obtaining power meter readings at the same time, we would recommend some of our high power sensors that can be found here.
- With the BeamWatch how can I get readings void of comets or streaks in my image?Answer
It is recommended that you supply clean, dry, filtered air or nitrogen to the BeamWatch. Also allowing the unit to purge for a time and adjusting the pressure with the inlet valve will help to eliminate most, if not all of the comets and streaks in the image. For more information please consult the manual under section 2.4. It is important to keep the dust covers over the openings of the BeamWatch in place until the purge air is flowing in order to prevent dust particle contamination prior to operation.

Resources
Data Sheets
BeamWatch® Datasheet(267.2 kB, PDF)
Drawings & CAD
BeamWatch Drawing(195.8 kB, PDF)
Manuals
BeamWatch® Standard User Notes(1.2 MB, PDF) BeamWatch Standard Quick Start(943.4 kB, PDF) BeamWatch User Guide(2.9 MB, PDF) Cup Aperture for Beamwatch User Notes(551.9 kB, PDF)
Technical Notes
BeamWatch Rotation Mount User Note(596.4 kB, PDF) BeamWatch Camera Saturation(350.1 kB, PDF) Attenuation-Induced Error Due to Thermal Lensing
Catalogs
Laser Beam Profilers Catalog (7.6 MB, PDF) Laser Power & Energy Measurement and Laser Beam Analysis Catalog(27.5 MB, PDF)
Application Notes
Laser Micromachining Automotive Manufacturing BeamWatch Optimizes Laser Process Development The Challenge of Battery Production
Technical Articles
Battle Axe vs. Scalpel: How to Work with High Power Density Lasers ISO Compliance of Non-contact, Real-time Beam Analysis How to Make Laser Welding and Cutting Affordable and Sustainable Sensor Fusion Enables Comprehensive Analysis of Laser Processing in Additive Manufacturing What Happens to Your Weld When Welding with High Power Over Long Periods of Time? Laser Measurements in Materials Processing Keeping Your Additive Manufacturing Laser in Spec BeamWatch Applications Generate Interest at FMA’s ALAW The Challenge of Focus Shift in High Power Laser Material Processing




