Material Micro Processing
Micro processing refers to manufacturing steps in the SEMI, display, PCB and other industries where thin and brittle materials such as glass, semiconductors or ceramics require small scale machining for the removal of material (cutting, drilling), or heating intended to produce a chemical or mechanical effect.
A few examples of micro processing:
- Marking and engraving
- Cutting cover glass for smartphones
- Drilling of via's in PCB's by ablating copper and PCB material such as FR4
- Separating a flexible OLED display from the glass substrate it was manufactured on (a process also known as called lift-off)
- Annealing of amorphous silicon to produce polycrystalline silicon
- Ablation and passivation in production of photovoltaic cells
In many cases usage of mechanical tools such as drill bits is not possible due to the fragile materials involved and the scales of the processes which can go down to microns. Many micro processing applications utilize the ability of lasers to deliver precise amounts of energy in a precisely defined space.
When examining the usage of lasers, several parameters come into play:
- Wavelength. The wavelength of the laser will define the amount of energy absorber, transmitted, and reflected by different materials. Additionally, the minimal spot size is proportional to the wavelength. Since many materials exhibit high absorption in the UV, such lasers are very popular in micro processing.
- Average power. Average power translates directly into process throughput. For example, if drilling one via in a PCB requires a certain amount of energy [E], then a laser with power [P] can drill P/E holes per second.
- Laser power stability. The power stability will determine the variability of the process around its desired values. This can manifest, for example, as differences in via diameter and depth, and will therefore limit the density of vias that can be achieved.
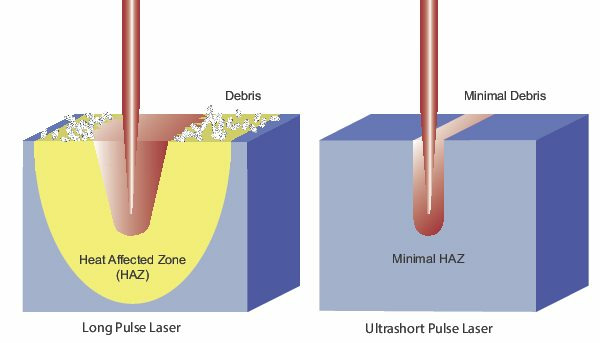
- Pulse duration. Laser pulse duration has a critical effect on micro processing. As the laser pulse becomes shorter, the instantaneous power becomes increasingly larger. The localized absorption of laser energy both in time (short pulse) and in space (focus beam), means that heat can not dissipate to its surroundings, thus achieving the designed effect with much less energy wasted on unwanted heating, or in other words, a much smaller 'heat affected zone' or HAZ. For this reason, we see lasers with shorter pulse durations of ns, ps and fs. Simply put, 1uJ pulse in a femtosecond laser does much more work than 1uJ pulse in a microsecond laser, and much cleaner. The high efficiency of ultra-short pulse lasers means that pulse energy can be kept relatively low in the µJ joule range. High process throughput is achieved by increasing the repetition rate to 100's of KHz and MHz, thus increasing the average power. In addition to the reduced HAZ, pico second and femto second pulses allow processing of materials that are otherwise transparent, due to the effect of multi photon absorption hence becoming an enabler for new processes and not just improving existing ones.
| Laser type | wavelength | Pulse duration | Pulse repetition rate | comments |
| Carbon dioxide (CO2 laser) | 9.3µm, 10.6µm | 10's of µs | 1-10KHz | Mature technology used in processing of organic, textiles, paper, wood, leather, PCBs. |
| Excimer laser | 193nm, 248nm, 308nm | 20ns-30ns | 10's Hz to 1KHz | Gas laser emitting in the UV. Used in the SEMI industry. |
| Diode pumped solid state laser | 343-355nm 515-535nm 1030-1070nm | ns, ps, fs | KHz to MHz | Rapidly growing. Utilized crystals doped with elements such as Nd or Yb. |
| Fiber laser | 343-355nm 515-535nm 1030-1070nm | ns, ps, fs | KHz to MHz | Rapidly growing, utilizes doped fibers and nonlinear crystals to generate high quality laser beams that can be easily guided to the working area |
Process and process control
As the industry requirements are becoming more and more demanding, companies are developing different ways to achieve better performance through combinations of laser parameters.
Reliable laser power measurement is a key factor in development of new processes. When dealing with lasers capable of drilling through hard materials such as glass and ceramics this becomes a real challenge. Ophir develops different types of sensors optimized for different laser conditions such as low repetition rate, high pulse energy or high repetition rate, ultra-short pulse and high power density.