Before transferring this application to the laser in the field, it is important to characterize its performance during application development to ensure that it will closely match the processing laser once it's integrated into the field. Measuring the output power (or energy) at the work site, along with the size and shape of the laser's focused spot, will result in a Power (or Energy) Density value. And again, if a pulsed laser application is being developed, characterizing the pulse shape, duration, and frequency is also important since these laser characteristics directly correlate with how the laser interacts with the material.
Transfer of the laser from the OEM or integrator to the end user is often a daunting series of tasks. The general purpose of this step is to prove to the customer that the laser system is operating as designed. Since these laser systems are usually considered a significant investment, there are usually several criteria that need to be met before the system is accepted. Measuring the laser and comparing these measurements to the measurements taken during the application development phase will validate the system and prove to the customer that the laser source and the system in which it is integrated into will perform as designed.
An additional step that is often part of this process is the acceptance of the system after it has been installed at the customer's facility. Once the system has been proven to perform as designed, the system must be either partially or fully disassembled to be delivered to its home, and then prepared for employment. Doing so can change the integrity of the laser system. So once again, measurements must be performed to validate that the system is performing as designed.
Finally, any time that the laser system is moved from one place to another by the end user, there is usually disassembly and reassembly required. This too can affect system integrity, as it did during system delivery. It is highly recommended that measurements be taken on the laser system both before and after the movement of the system, to verify that its performance is consistent after its move.
Once the laser application has been developed, built and delivered, and employed in production, even if laser measurements have been taken all along the way, the system is not in the clear. At this longest stage of the laser's life is where the second law of thermodynamics has the most effect. At some point in this laser system's life, one or more of its components are going to degrade. It may be quick, or it may take months or even years, but something will go wrong with the system because physical decomposition is inevitable.
There are many causes of failure in laser system components. Most of the time, the cause can be traced back to the harsh environments in which many of these systems operate. Industrial lasers which process material, for example cutting, drilling, and welding, produce a significant amount of debris during the process. This process debris, if not maintained properly, can cause severe damage to the laser components closest to the process, such as the protective cover glass, beam path bellows, and even optics or mirrors, in severe cases. Another source of problems with component degradation is the laser itself. Some wavelengths of light are very hard on system components; the results in the need to constantly monitor system efficiency.
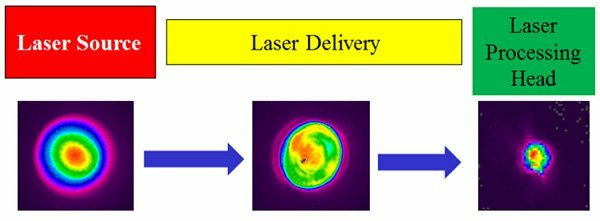
No matter how the laser is used, measuring its performance is crucial at this, the longest stage of the laser's life. Regardless of the laser source, system, or its application, the Power/Energy Density always defines how the laser interacts with the process. The degradation of laser systems components will ultimately result in a reduction in system efficiency. Laser power will likely decrease over time because laser optics and mirrors gradually absorb more laser light. And because of the thermal effects that this absorption results in, the laser's optics will slightly change shape and the focused spot will experience changes in size or location with respect to the process (known as "focus shift"). Reduction in laser power in conjunction with inconsistencies in laser spot size reduces Power Density. This efficiency loss will eventually cause the system to fail to process altogether. Periodic measurement of the laser system is the best way to manage these changes and to better predict when corrective maintenance needs to be performed on the system.
Keeping the laser system operating at the designed performance level can only be achieved through a comprehensive maintenance routine, with a goal of protecting the laser, one of the company's most valuable investments. Laser OEMs and systems integrators have information on how to properly maintain the systems they supply. And measurement of the laser system should be part of the routine.



 Ultra-High Velocity
Ultra-High Velocity