Uneven Laser Heating Causes Parts to Fail Inspection
What happens when your company's new laser fails to perform according to specifications and your best customers are waiting weeks for delivery? Does the manufacturer send a field service engineer repeatedly to check for problems? What happens when the manufacturer cannot tell you what is wrong after they finally send their corporate, factory-level engineers to investigate? Do you demand a full refund if the laser still won't work properly and weeks are passing by? What if you spent a fortune in acquisition, setup, training and labor costs and you thought that you bought the best product available on the market?
Author:
Chuck Reagan, Southeast Sales Manager, Ophir-Spiricon Inc.
Many laser users sympathize with this situation after enduring similar problems with their own lasers. Production line shut-downs, cash-flow disasters, late deliveries, irate customers, and annoyed management are all direct results of having a problem on the production line. It often seems that no one is able to correct the problems quickly or at a reasonable price.
Recently, a manufacturing engineer spoke to Ophir-Spiricon because he could not diagnose the problems with his new, robot-mounted, 4kW diode laser. The engineer bought the laser to heat-treat metal parts, but the laser would not work properly and the laser manufacturer did not know why. His power meter readings and his inspection of the scrap products did not show him why his new laser was not working properly. The parts are made for extreme environments found in the chemical and oil industries and, after processing, they did not pass the rigorous quality control checks. The laser manufacturer’s advertisements stated that the laser delivers a full-power (4kW), focused, linear, flat-top beam on the metal parts throughout the duty cycle. The manufacturer-supplied lens should shape the diode beam into a linear, flat-top beam. The engineer and his technicians suspected that either the laser did not focus properly on the target or the lens did not distribute power correctly on the target surface. But their checks were inconclusive. The robot did not cause or contribute to the problems and it worked flawlessly throughout the process.
A visit by an Ophir-Spiricon sales engineer with an LBA-USB-SP620 laser beam diagnostic system found the cause of the faulty laser within a few minutes after setup. The image shown below captured by the Spiricon LBA software told the story of the faulty laser (see Figure 1).
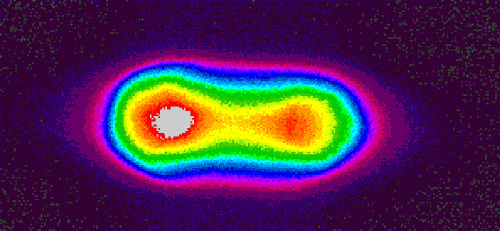
The beam on the target was not flat-top; it was barbell shaped and it had an uneven distribution of power along the long axis. This beam would never pass quality checks for parts processing.
The white portion of both pictures indicates the hottest part of the beam and should not be present during parts manufacturing. The laser delivers the advertised 4kW of power from the beginning of the duty cycle (as shown by the power meter) but the power was concentrated in two lobes at each end of the beam (which damages the part). During later testing, the engineer discovered that the beam displayed other unusual shapes that were equally destructive to the part being processed. Eventually, the beam became stable and the power became evenly distributed. But by that time in the duty cycle, the part was ruined.
Figure 2 is the same as Figure 1, above (shown from the side), in a three-dimensional picture.
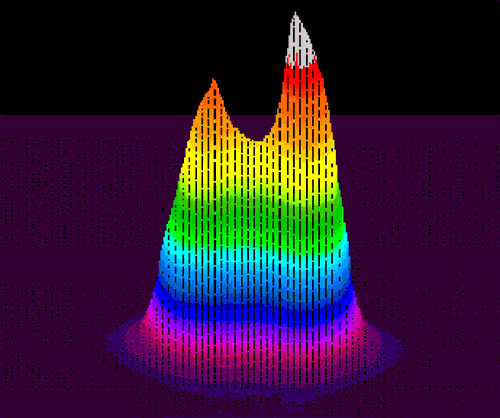
As you can see from the two pictures above, the laser heated the parts unevenly and was the reason the parts failed inspection.
The laser manufacturer never came up with a solution to the problem so the laser buyer reprogrammed his robot for an unplanned and unexpected warm-up period (off-target) to allow the laser to stabilize. Once the warm-up period finished, the laser began the heat treating process and parts began passing the quality inspections.
The laser manufacturer later said that their company sometimes tests their diode lasers with scanning slit devices but they could not see the transient problems clearly revealed by the Spiricon LBA system. The Spiricon LBA system allowed the owner to quickly determine the problem with his new laser and determine a cost-effective strategy to overcome that limitation. He is now delivering quality parts on-time and on-budget. He, his management, and his customers are happy.
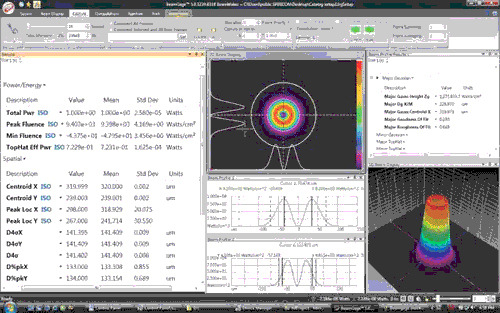
Find out how to solve your laser problems with the newest and most advanced Beam Analysis System available today, BeamGage (Figure 3).
Contact your Ophir-Spiricon sales engineer for your free on-site laser check-up by calling (435) 753-3729
See how beam profiling has helped others on YouTube