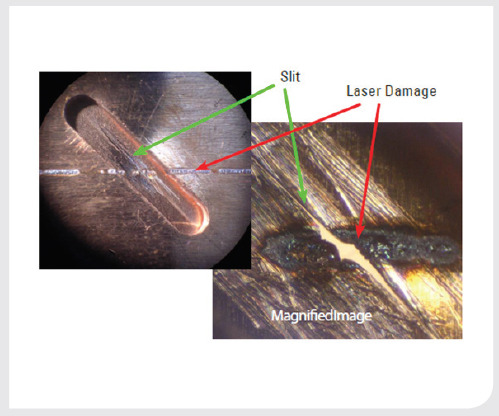
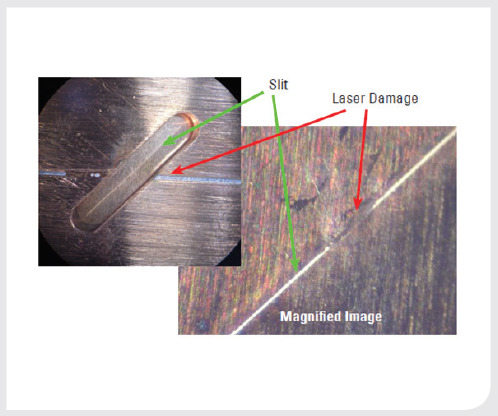
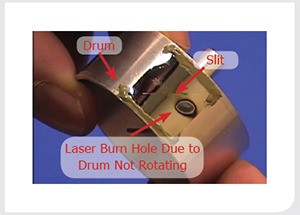
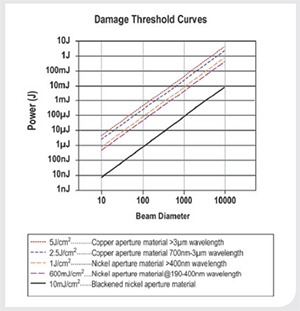
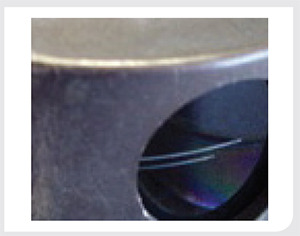
Detectors can be damaged if the slit aperture is cut or burned through and the detector is directly exposed. This damage is avoided by adhering to the guidelines for slit protection.
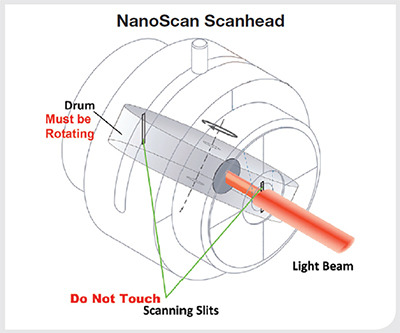
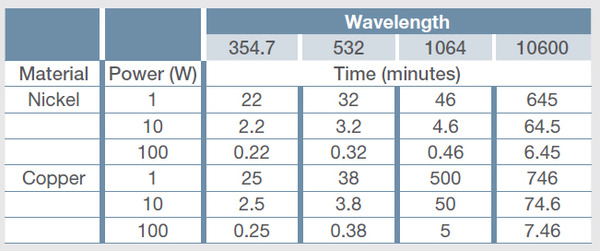
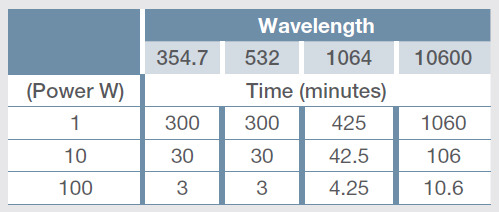
Failure of the NanoScan circuitry and the optical encoder can occur when the scanhead is exposed to high average power which causes the entire scanhead to heat. For example, exposure to 180Watts for only a minute or so can heat the drum to temperatures that cause warping of the encoder disc and catastrophic failure. This type of damage is avoided by using only short exposure times depending on the laser average power level. Safe operating time depends on the power as well as the slit material and laser wavelength. Table 4 gives safe operating times for different conditions.
Typically motor damage is due to dropping the scanhead, which results in a bent motor shaft and consequent catastrophic failure. This type of damage can also occur during shipping if the scanhead is not packaged properly. To avoid this type of damage, do not drop the scanhead, and use at least 2" of rigid foam material or equivalent packaging if the system is shipped.
The signal cable can be damaged due to bending the cable to too tight a radius, or from repetitive bending when the scanhead undergoes repetitive motion.
The cable can be severed by a high power laser when accidentally exposed to high power/energy lasers. This type of damage is avoided by careful routing of the cable.
Out-of-tolerance conditions are of two main types: either system related or use related.
specific application. Examples include using a Silicon detector to measure a 1550nm source, measuring a 10μm spot with a 25μm slit, or measuring 100μm spot at 1064nm with a Si detector. These conditions are remedied by the use of the proper scanhead, which should have been the one specified at the time of purchase. However, many times scanheads are then used in other situations, and that is where problems can arise.
System related problems include items such as ScanHead EEPROM Communication, Motor Quiescent Voltage, Motor Speed, and Baseline Offset Voltage. System related conditions are diagnosed in the software during system startup, and if encountered the system will not start and an error message is displayed. There is nothing that can be done for these conditions except returning the system for calibration.
Here at Ophir-Spiricon we are committed to the satisfaction of our customers. If you would like to speak to a representative about any information contained in this article, about new products, or to optimize your laser measurement system for accurate, consistent, and highly repeatable results, please do not hesitate to contact us.





 Ultra-High Velocity
Ultra-High Velocity