System Integration of Fiber Lasers and Its Effects on Laser Quality
There is no doubt that the application of the fiber laser source has changed the way laser users look at the use of lasers. Fiber lasers are used in processes too numerous to count and people are discovering new uses every day.
Author:
John McCauley, Product Specialist, Ophir-Spiricon
We’ve heard for several years about the high quality beams that the fiber laser produces. Laser quality is usually defined by an M2 measurement. The closer the M2 measurement is to the value of 1, the better the “focusability” of the laser and, therefore, the higher the quality of the beam. Fiber lasers usually tout an M2 number of anywhere from 1.5 to 2.
Another term that is used to define laser quality is the “mode” or “shape” of the beam, which is a measurement of the spatial profile of the laser. Terms such as “Gaussian” or “Top Hat” will define what the spatial profile of the beam is doing. For instance, the more Gaussian a beam is, the higher the quality of that laser. A Gaussian profile is characteristic of having a bell shaped curve with the concentration of the laser energy at the center of the profile. Unlike the Gaussian profile, the Top Hat profile has very steep edges with the laser energy evenly distributed across the entire beam diameter. In common, both the high-quality Gaussian and Top Hat profiles exhibit a very low ellipticity measurement with the ratio of the major and minor diameter measurements being very close to 100%.
However, the quality of the laser is usually only measured on the laser source. Most laser sources will be integrated into a system being used for a specific process, set of processes, or application(s). That system can consist of optics and mechanical components used to shape, resize, and deliver the laser energy in many different ways, depending on how the laser is applied.
For example, when a multi-kilowatt fiber laser is used in an automotive remote welding process, the laser will travel down its source fiber, couple into a delivery fiber which brings that laser light to a remote welding scan head consisting of multiple scanning mirrors and a focusing optic. That scan head is usually attached to a robot arm that places the focused spot from the laser to the most optimal position for that process. Ultimately, the laser light from that source can interact with several different components, each having an effect on its quality.
Here are some examples of some beam profiles that illustrate how the components into which a laser source is integrated may affect the overall quality of the laser system. The system used to image and measure all of these profiles was a Spiricon SP620U USB camera running BeamGage beam analysis software with an LBS-300- NIR beam attenuation system attached to the camera.
Figures 1 and 2 are profiles of focused spots taken with pulsed fiber lasers integrated into the system. The laser is integrated into a system with a processing fiber delivering the laser to the processing head which includes a transmissive optic to focus the laser down to the process.
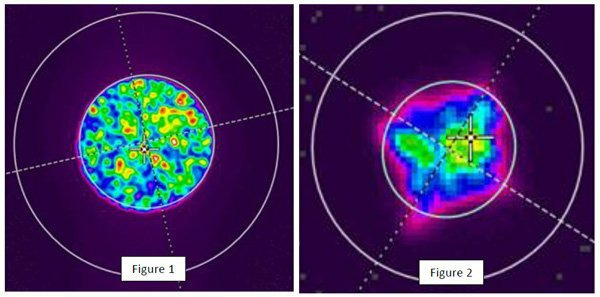
Figure 1 illustrates a focused spot that was expected to be a Top Hat profile. It was unclear what was causing this profile, but it was expected that there were defects either in the coupler between the source fiber and the processing fiber, or defects in the processing fiber. It should be noted that the focused spot measurement was verified to be what was expected. And the measurement of the ellipticity was 97%. However, it is clear from the profile that the overall laser system was not as efficient in its delivery of laser light energy as it could be.
Figure 2 illustrates a much different story. This laser was also expected to achieve a Top Hat profile. However, it is clear from the image of the focused spot that the efficiency of the entire laser system is far less than optimal. The overall spot size was measured to be what was expected, however, the ellipticity in the focused spot is very high which results in a laser process that was not expected.
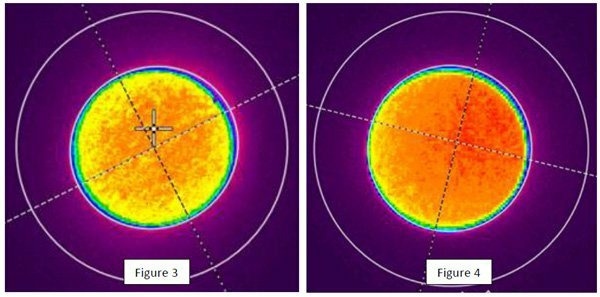
Figures 3 and 4 are illustrations of beam profiles that are closer to what should be expected from Top Hat profiles. However, it is interesting to note that even though these laser systems are used for similar processes as the ones in Figures 1 and 2, they are not ones with fiber lasers. These are systems which have more traditional Nd:YAG laser sources. The light from the source is coupled with a processing fiber with delivers the laser to the processing head and focused down through a transmissive optic to the process.
Recently, companies who perform system integrations have become more concerned about the quality of the laser delivered to the process and not just the quality of the laser source itself. Some companies are now starting to use beam profiling not only as a means of qualifying the laser source, but also applying the technology to qualify the components that are integrated into their systems, to characterize the application of the laser, during the system runoff with their customers at the point of sale, before and after system delivery to the customer, and even as a service to their customers to periodically profile the laser system to ensure a consistent quality process over time.