The Ophir developers used Rayleigh scattering as the basis for the design of a new, non-contact measurement method. This describes the scattering of electromagnetic waves on particles whose diameter is small compared to the wavelength, such as oxygen or nitrogen molecules in the air. The electric field of laser radiation induces an oscillation of the dipole molecule at the laser frequency and thus leads to elastic scattering at the same frequency. The scattered laser light is imaged from the side with a telecentric lens structure on a CCD or CMOS camera. Each individual pixel in one line of the CCD camera detects the scattered light as an intensity measuring point in the beam profile.
From these measurements, beam and beam quality parameters according to ISO 13694 and ISO 11146 standards including focus diameter, focus position, divergence, ellipticity, M² (1/k) and beam parameter product (BPP) can be calculated with high accuracy using integrated software. However, due to very weak scattered radiation, it is necessary to control and minimize any secondary light source that could distort the Rayleigh light and add artefacts. This is achieved through optimal placement of the individual components and light-absorbing material in the measuring chamber. A laminar flow of scavenging air ensures that there are no particles such as dust within the measuring range that could influence the measurement. Each individual line of the CCD camera provides an intensity profile. With typical CCD or CMOS cameras with a number of pixels of 1090 x 2048, 2048 individual profiles are thus measured simultaneously.
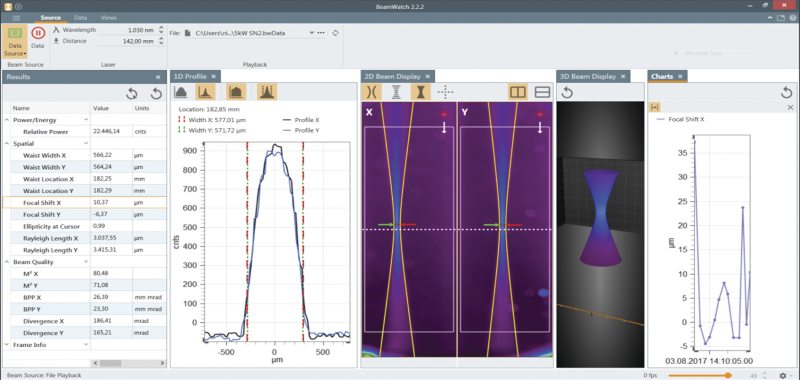
This innovative measuring principle is used in the Ophir BeamWatch system. Thanks to non-contact measurement, there is no upper performance limit; even 100 kW lasers have been measured with BeamWatch without any problems. For the area of automated production, the company also offers BeamWatch Integrated, which, in addition to non-contact measurement, also enables integration into production networks and automated production processes. In addition to an optimized design and an integrated performance measuring device, BeamWatch Integrated has various interfaces that enable the measurement data to be transferred directly to production networks. Both BeamWatch variants are characterized by the fact that they determine an exact image of the beam caustic within a fraction of a second and can use it to easily and efficiently calculate focus shifts without touching the laser beam and thus influencing the focus to be measured or the measuring device itself. If desired, measurements of the focused laser beam can be carried out before the machining of each new workpiece during the loading and unloading process, and the data - according to Industry 4.0 standards - is forwarded to the central production data management together with the part number. If necessary, deviations in the laser parameters can be corrected immediately thus preventing the production of defective parts. Suppliers and producers can therefore protect themselves from expensive product recalls, especially in industries where just-in-time production is typical. If there are doubts about the production quality, the company always has the data to verify the correct laser beam setting - if necessary, it can be resolved exactly per piece.


 Ultra-High Velocity
Ultra-High Velocity