During production, when the laser is applied to the process, the single, most important laser performance parameter is Power Density. Power Density is expressed in watts per centimeter squared (W/cm2) and is the amount of average laser power concentrated into its focused spot. Measuring the Power Density consists of a measure of the laser's average power and of the laser's beam size at the process.
Power Density can be affected by several things, but the most common contributors to changes in laser Power Density are thermal effects on the laser system. This can cause Focus Shift. When Focus Shift occurs, the beam size increases at the process, causing the overall Power Density (assuming a constant laser power) to decrease. When this Power Density changes, the way that the laser interacts with the processed material is different from what it was designed to do. For example, unlikely increases in Power Density will cause premature melting of powder used in Additive Manufacturing processes. Inversely, decreases in Power Density at the work site will result in lack of bonding of the powder being used.
Over the years, there have been many different techniques used to measure laser performance. In the past, measuring laser power was usually accomplished by heating a thermopile element and obtaining a temperature that would correlate to laser power.
There are several ways to measure the shape of the laser beam. Acrylic blocks can show beam shape and size. Thermal paper can also indicate the size of the raw beam and some profile information. Illuminating a phosphor-coated plate with a UV light can show you real-time laser behavior and raw beam size. All of these techniques are still used today because they are simple and inexpensive to perform. But they don't fully and objectively analyze what's really going on with the laser, what we refer to as the laser's personality.
Technology developments have vastly improved the techniques available for measuring and analyzing laser characteristics.
- Output laser power and pulse energy measurements can be taken real-time and for very long durations so that a more realistic representation of how the laser is acting while processing material can be gathered.
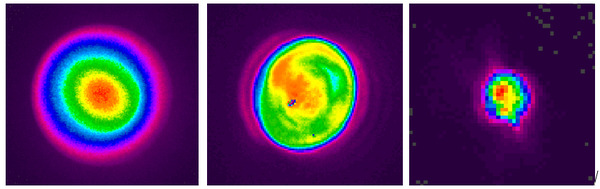
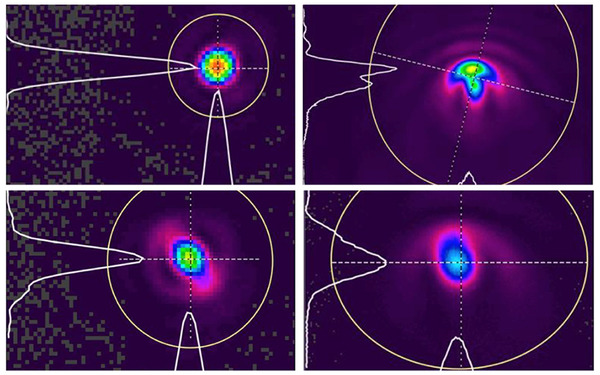
- Cameras which are used in conjunction with sampling optics can image the size and shape of a laser, even at focus, to show real-time behavior of the laser at a work site.
- Recent developments in optical coatings can allow for lower sampling rates to allow for the measurement of higher-power lasers in camera-based beam profiling systems. This allows a user to view the focused spot characteristics of a laser for very high-power lasers for several seconds without any thermal effects on the beam profiling system.
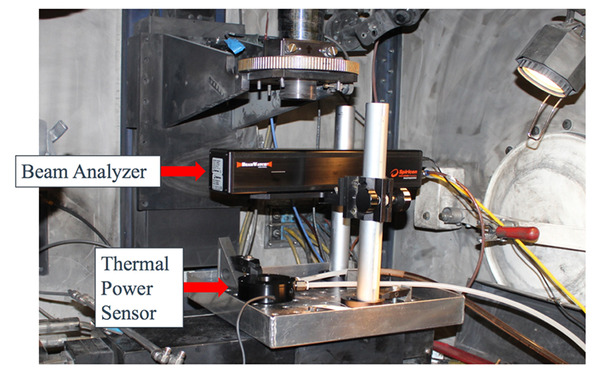
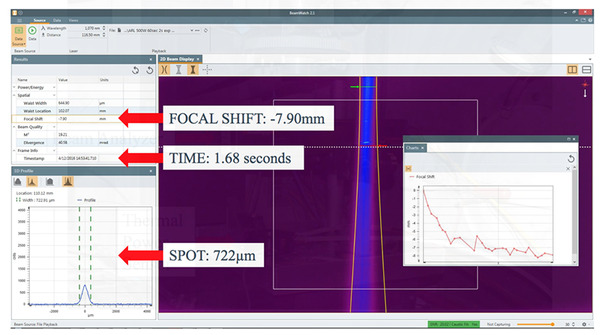
- Rayleigh Scattering beam profiling systems, such as the Ophir BeamWatch system, view and analyze the caustic of multi-kilowatt lasers without coming in contact with the laser. These beam profilers analyze the size and real-time location of the laser's focused spot as well as caustic measurements such as Rayleigh Length, M2, BPP, and other measurements.
There are pros and cons to the different laser measurement techniques. Legacy techniques are simple to use and relatively inexpensive. They can give a laser technician an indication of how the laser is performing at a definite period of time, usually right at beam-on. However, these techniques provide results that are usually subject to the experience of the technician and without any industry standards applied. And, since they only usually provide single data points, a user cannot fully see how the laser is performing over longer periods of time, which is very useful information in material processing applications.
Modern day performance measurement techniques are usually more expensive, larger to travel with, and more complex to use. But the data and analysis that these systems provide are more realistic with respect to how the laser is processing material, as they give multiple, time-based data points. This allows the laser technician to view trending data, both in relatively short and long periods of time.
In the age of Industry 4.0, manufacturers are coming to realize the importance and relevance of gathering and analyzing data on their machines. Historically, this information was used to either manage input parameters to improve upon an existing process going forward, or to apply to maintenance practices on the machine. With the advent of "smart machines," this data is gathered and analyzed closer to real-time to improve the process as it is happening. In-situ measurement and analysis of the laser system can be a valuable part of this technology. However, analysis of the laser "in process" is not a complete indication of how the laser is interacting with the process since it only measures a portion of the entire system. Laser power can be measured accurately, but the measurement of Focus Shift (beam size at the process) simply cannot be measured and managed very well with traditional techniques.
On the other hand, measurement of the entire laser system (what is often called "at process" analysis) gives the laser user a more accurate indication of how the laser processes the material. Taking these measurements must be performed between production runs and is often perceived as being time-consuming and difficult to analyze; as a result, it is often not considered as an option. But recent advancements in laser performance measurement and analysis technologies have resulted in tools that are relatively simple to use, giving the laser user laser-performance analysis that can be easily correlated to how the laser applies to the process.
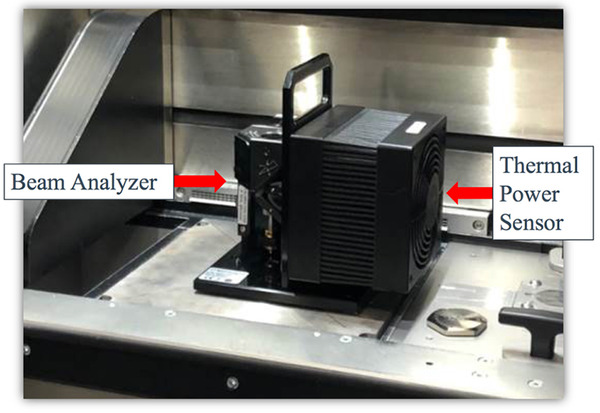
Laser performance analysis systems are being used to solve very real problems that are happening with the lasers inside of additive manufacturing systems. The first case involves an Additive System building parts using a powder spray system in conjunction with a laser. The laser was a 500 W fiber laser source coupled with a direct metal deposition head focusing the laser with a 160 mm lens. An Ophir 1000 W water-cooled thermopile sensor coupled with an Ophir Vega meter was used to measure output power at the work site. Laser power was measured to be stable at both 250 W and 500 W. The location of the focused spot was then measured using the Ophir BeamWatch system. The Focus Shift measurement was about 12.3 mm within approximately 10 seconds of beam on time. This resulted in an increase of the beam size at the process which caused an overall decrease of the power density. Material was not being joined properly just a few seconds into the process. When troubleshooting the system, the culprit was an optic that had been neglected and was dirty. A 10-minute cleaning of the optic removed the focus shift from the system and brought the process back to a normal state.

 Ultra-High Velocity
Ultra-High Velocity