For the most part, industry and business are driven by profit. In order to positively impact overall profitability and thus remain competitive and viable, processes have to run at a higher rate of speed, reliability, reproducibility, and accuracy. But there are pitfalls. One of the largest is variable cost, which is unavoidable. In a general sense, variable cost is any cost that can vary depending on production volume, rising and falling as production increases or decreases. Raw materials are a major component of variable cost and little can be produced in today’s world without them. Another key component of variable cost is management of the waste stream.
Lean manufacturing was developed as a philosophy to help science and industry address some of these concerns by establishing sets of tools that assist in characterizing and optimizing a given process. Lean defines seven degrees of waste: transportation, inventory, motion, waiting, overproduction, over-processing, and defects. In the past, many manufacturers lacked the proper knowledge and/or tools to adequately understand, characterize, and optimize their various processes. In many cases they only had a cursory understanding as to why bad parts or scrap was occasionally being generated. As a general rule, most industries would initially set up their product lines for a production run, run some preliminary sacrificial product, and then, if all checked out, they would begin running production. This is all well and good until something unexpected occurs and negatively impacts product quality and/or volume. On a modern, high speed, precision process, if something malfunctions it can quickly affect hundreds or even thousands of valuable parts creating a mountain of scrap—many times at great cost.
Knowing which process parameters or key control characteristics to measure within a laser manufacturing process and how they relate to product quality and waste are critical. A laser profiling system can be of great benefit in helping to characterize and identify which variables affect product quality and waste minimization. Yet it is not uncommon to discuss a customer’s laser process and come to the realization that they have never evaluated the quality of their beam beyond the initial delivery and assessment of their laser’s commissioning document, i.e., certification document. Many companies, after initial system set-up, merely run a few test parts and, if all is well, continue to run until bad parts are inevitably produced. When this happens, operators, process engineers, maintenance personnel, and supervisors actively engage in adjusting various knobs and controls in the hopes of impacting their process so it gets back to “normal”. In some cases, this can go on for days before patience is lost or scrap expenses are overwhelming. This is when a frantic call goes out to an outside service organization in order to get data on what potentially went wrong, incurring further expense and extended downtime. Unfortunately, this approach is merely a band aid that rarely leads to the identification and permanent elimination of the problem.
This does not have to be the case. Wouldn’t it be better to avoid some of these problems or pitfalls before beginning production by having the proper tools in-house and using these tools to characterize and optimize a process in advance so that product quality and process variability could be understood and maintained?
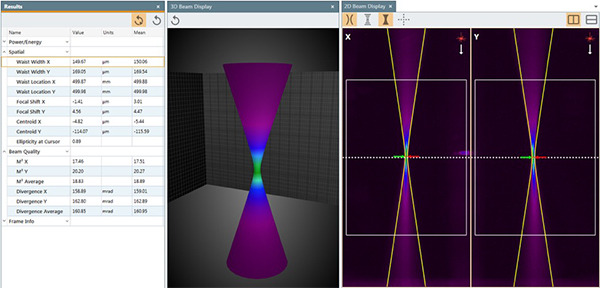
Six Sigma teaches that if you map the process and understand the key variables associated with each step within a given process, as well as understand the sources of variability associated with these variables, you can ultimately control waste and lower overall cost. Understanding variables within the process and correlating these to end product specifications and suitability (fit for use) is paramount to reducing waste. In the case of laser applications, a key variable may be something such as beam diameter, beam tomography or modal structure, spatial power, energy density and distribution, collimation, or alignment.
Understanding, measuring, and correlating these variables will have a positive impact on final product quality (fit and finish), and waste reduction. Waiting for a failure to randomly occur or relying on the final product to act as the “bell weather” or “canary in the mineshaft” should be a thing of the past. The ability to gather accurate process data before and after a production run or product campaign provides critical process knowledge and the traceability now required by many industries.
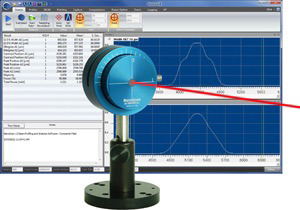
Yet many people using lasers are unaware that there are a number of tools available beyond the basic power meter and sensor combination to help measure, characterize, and understand, in real-time, what their laser is outputting. Since its founding in 1976, Ophir-Spiricon has developed world class instruments that allow researchers and manufactures to measure and understand their lasers. The following is a brief general summary of some of the many profiling instruments available and their capabilities.
NanoScan is a high accuracy instrument which can be used to measure both CW and kHz pulsed laser sources with beams sizes ranging between 7μm to 6mm, depending on the power and wavelength. Wavelengths between 190 nm out to 100 μm (Far Infrared) can be measured effectively. This is accomplished by choosing one of the three different single element detector choices available: silicon (190 – 1100 nm), germanium (700 – 1800 nm), and pyroelectric (190 nm - 100 μm).

 Ultra-High Velocity
Ultra-High Velocity