Ensuring High Cutting Speeds Through Accurate Beam Power Measurements in Multi-Kilowatt CO2 Laser Machines
Do you know why your laser takes longer and longer to cut the same part? It’s because lasers change over time. No one’s surprised when mechanical cutting tools wear out from wear and tear over time. Lasers, with their intense beams of light that weld and cut metals without direct contact, seem impervious to long term change. But we know they often change dramatically over the course of even a few months. This results in slow cutting speeds and poor cut quality that correspond directly into higher labor costs, waste due to scrap, longer delivery times, and lower customer satisfaction.
Author:
Derrick Peterman, Northern California Sales Engineer, Ophir-Spiricon
Surprisingly, many laser machine shops suspect a problem with their laser, but simply “live with it” and suffer low yields and longer manufacturing times as a result. In other cases, the laser machining system’s field service technician may be dispatched to solve the problem. Despite the considerable expense of these field service calls, machine shops rarely use any measurable metrics to see if the service technician has actually improved the laser.
It turns out that reliable metrics can be performed on kW CO2 lasers using easy to use diagnostic equipment that reduces on-site service time while improving customer satisfaction. This application note will discuss results we found measuring output beam power in multikilowatt CO2 laser systems and how this affected cutting speed.
Speed = Laser Power
Cutting speed is most directly related to laser power. The higher the power, the faster the cutting speed. In one CO2 laser machining system we evaluated, the system was manufacturing good parts, but working slowly. Operating at its full power setting, which the manufacturer claimed was 4 kW, the system should have been cutting the customer’s 0.375 inch thick Aluminum sheets at a rate of 25 inches a minute. Instead, this system was only cutting 15 inches per minute, so each part took nearly twice as long to complete. Looking at the company’s labor costs, this resulted in an additional unit cost of $50 for a part made several times each day. After analyzing the output power of the system laser, it was easy to see why.
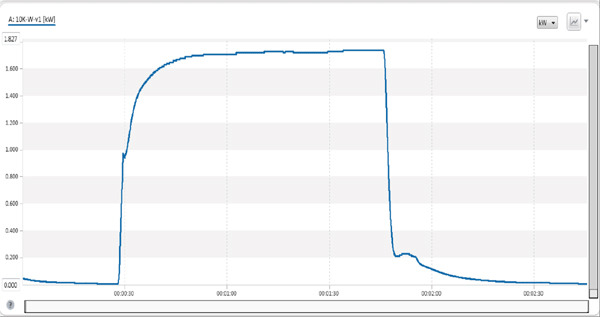
At full power, the laser was actually producing 1.8 kW instead of the rated 4 kW. For the power measurement, we used an Ophir 10k-W-BB-45 thermopile sensor to analyze the laser output. With this sensor, the beam is simply directed into the sensor and an internal cone prevents the laser light from reflecting around the shop; this avoids potentially dangerous conditions.
At kilowatt powers, the sensor requires water cooling to keep from overheating. However, a simple scheme using a 5 gallon bucket of tap water and a recirculating garden fountain pump was sufficient to keep the sensor cool for measurements under a couple minutes.
Thermopile power sensors are designed to accurately measure power regardless of the beam size and position of the beam on the sensor. They are easily calibrated to power standards traceable to National standards laboratories, such as NIST, for a high level of accuracy. They respond to changes in beam power within three (3) seconds, making them ideal for active adjustment of laser power during an optimization process.
Thermopile sensors differ significantly from “power pucks,” commonly used to spot check multi-kW CO2 lasers which use a bimetallic strip often used in cooking thermometers. These bimetallic strips are embedded in a block of steel and have typical response times of 20 seconds or longer, making them largely static measurement tools. The calibration of these bimetallic strips cannot be adjusted and the power measurements are highly dependent on beam position, the duration of the beam onto the metal block, and the thermal contact of the block when exposed to the beam. A number of chefs and cooking experts have shown these bimetallic sensors are not always accurate in determining the temperature of roasts and grilled meats so it’s a good bet they don’t always measure lasers well either. Thus, any power measurement performed with these sensors is highly subjective.
Our experience at this one customer was hardly unique. In another case, we found a CO2 laser set to deliver 1.5 kW of output power was actually putting out 1.2 kW, 20% less than expected. Again, this customer was experiencing slower than expected cutting speeds. Another system designed for 2 kW output produced only 1.8 kW, a smaller but significant 10% reduction. We did find some lasers to be producing the same output power as the system controls said it would, but this agreement was the exception in the lasers we measured rather than the rule.
What causes these discrepancies? It’s most likely a variety of reasons. Lasers change over time. They will degrade due to dirty optics and mirrors, leaking gas systems, and misaligned laser cavities. Enough of these lasers were measured shortly after a service technician supposedly verified the output power that it’s not out of line to suggest a significant number of power measurements performed in the field are not accurate.
Whatever the reason, in an industry where competition is fierce and margins are tight, finding a way to improve and monitor laser output power to maintain high cutting rates has a significant payoff. Using easy to use and reliable thermopile sensors, machine shops can reap significant financial benefits.