Beam Profiling a Laser Welding Station
Laser Welding System
Spiricon Beam Profiler
Results The profiling assembly was positioned at the approximate location of the vertical beam with the LBS-300 sliders set to maximum attenuation. Once faint ghost images of the profile were found, the beam attenuation was reduced to use the dynamic range of the SP620 camera.
The Focal Spot Spread sheet calculator was used to determine the magnification factor of the -50 mm focal length lens. It could also be used to determine the focal point of the welding beam.

The welding process consists of two rapid pulses spaced 0.2 seconds apart. Instead of using a triggering mechanism, we simply ran the camera in continuous mode.
The laser welding system is activated by a foot pedal, so we simply stepped on the foot pedal, captured the profiles, stopped the camera, and then scrolled back through the frames stored in the frame buffer to find the profile of the beam pulses.
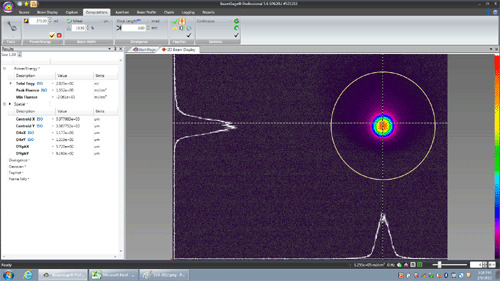
The -50 mm focal lens allowed the beam at focus to be measured. The 45 mm distance between the focal point and the focusing lens did not provide enough clearance to insert the LBS-300-NIR fixture and profile the beam at focus.
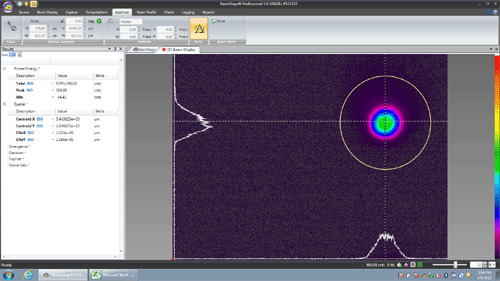
Measurements were performed away from beam focus, and near the beam focus. Additional time could be spent measuring through the entire beam waist caustic to determine the exact focal point and beam size at the focal point. Since the welds are performed slightly off the beam focus, the customer felt the near focus results adequately represented his beam where the laser interacts with the welding material.
The customer had recently moved the welding system, as well as had it cleaned and serviced. They were concerned that possibly the beam quality had been degraded through those disruptions to the equipment. They were pleased to verify that the beam quality was fairly uniform, circular, and largely free of major anomalies that could affect his welds. They will now investigate other parameters of his welding process other than beam profile to improve yields.
The customer also plans to install additional welding stations into the manufacturing facility and verify the beam quality to qualify each station.