Lens Condition Analysis
We have gathered our customers’ feedback to bring you the following cases in lens condition analysis, capturing their experience in operating their laser systems:
Lens Spatters
When analyzing a lens failure, we distinguish between the upper side – CX and the lower side - Plano/CC
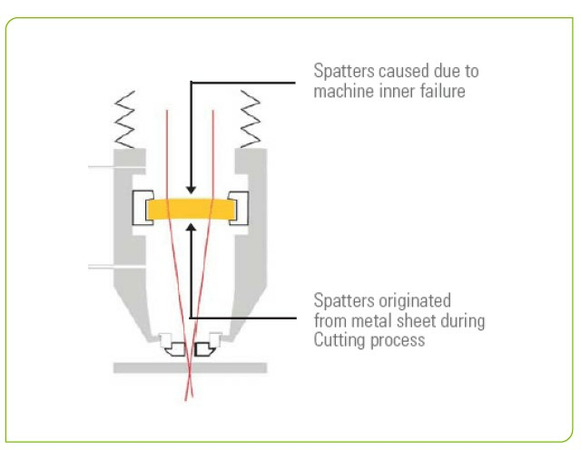
Upper side (CX) - normally caused by contamination Originated in the machine side. Common types of contaminations:
- Unsealed Beam Delivery system (holes in the bellows) allows small particles to get into the Beam Delivery system, land on top of the lens and cause an uneven heat distribution.
- Oil/liquid contamination due to blocked filters, air separator etc.
Lower side (CC/Plano) - this type of failure is usually caused due to the following reasons:
- Incorrect piercing pressure (too low), especially when cutting with nitrogen.
- Piercing too close to the surface of the plate
- Lens not in focus / inadequate cutting speed
- Metal sheet quality - mainly rust
- Low assist gas pressure.
- Thermal lensing caused by material stress, scratches on the lens, surface, metal spatters etc.
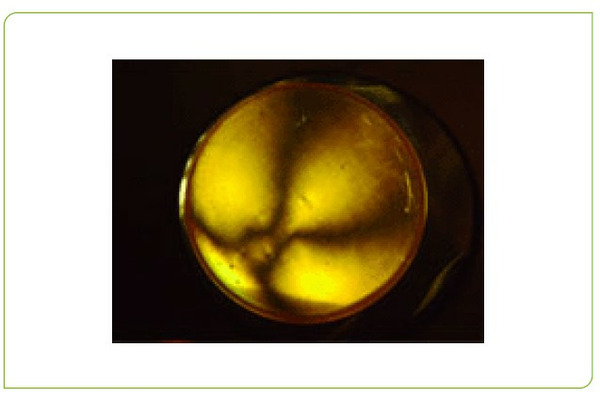
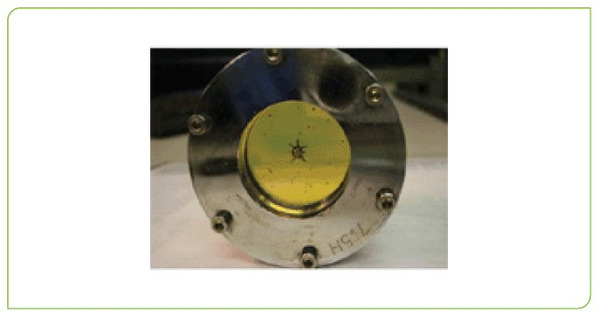
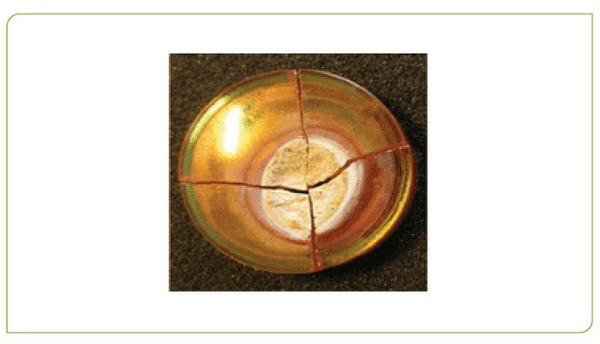
Star shaped cracks
Uneven heat distribution of a focusing optic will frequently cause a star shaped fracture. Common causes of uneven heat distribution includes:
- Laser beam interaction with metal spatters
- Uneven beam shape
- Inadequate lens cooling
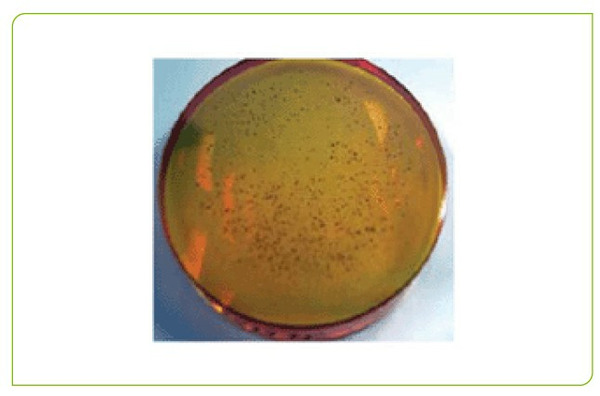
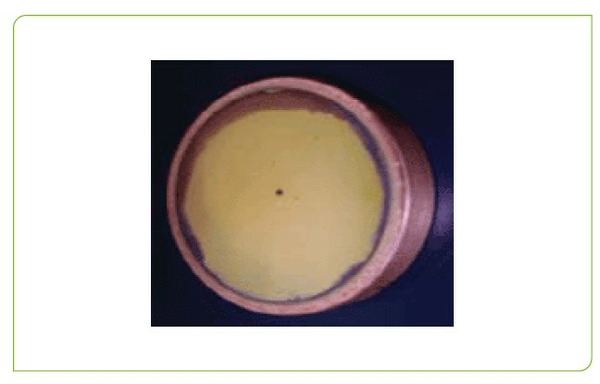
Lens Contamination
This type of failure initiated in a top down direction, extending a hole completely through the center of the lens. Brown residue and "rainbow" coloration on the top side, indicating the presence of petroleum products on the surface of the lens.
The optic failure in this case is a direct result of contaminated beam delivery purge air. Oil residue on top of the lens absorbed a significant amount of laser power, causing an uneven heat distribution (hot spot) which led to lens explosion. It is possible that the source of this contamination is from the compressor which is pressurizing the beam delivery system.
Beam Mode
In this case, we see a massive cross the boards crack, followed by an uncentered burn mark covering the down left area of the CX side of the lens.
This type of burn is common in a Beam Mode failure; distorted mode can generate a massive energy to be concentrated into a small spot on the lens, leading to a lens explosion. In most cases, incorrect beam mode accures because of mirror misalignment or failure in the beam delivery cooling system.

Mechanical Stress
A defective lens mount will generally place a great deal of stress on the edge of an optic. These stresses will be visible in the form of chipped edges or scratches along the perimeter. Common causes of mount defects include:
- Metal burrs on machined surfaces
- Contamination (metal particles) in the mount
- Indium wire not properly seated.

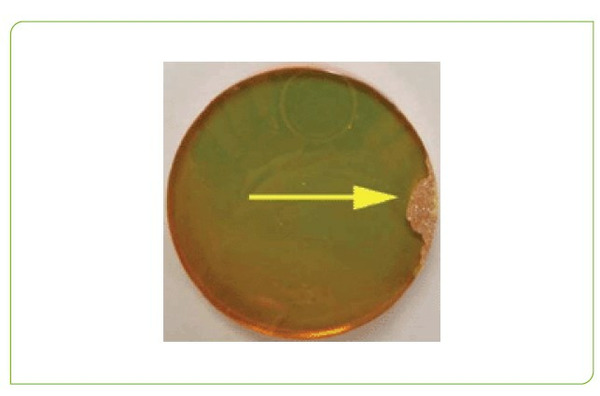
Mirror Contamination
Black discoloration proceeding towards center may indicate a water leakage from the mirror mount, evaporating coolant in beam path or moisture in beam purge.
Beam Alignment Failure
- Beam not parallel through one or more axis, Struck the lens holder
- Beam mark not centered
- Failure occurred rapidly
Loss of Coating
Probable Causes
- Improper cleaning (may have residue)
- Wrong or poor quality cleaning supplies
- Too aggressive cleaning (scratches also)
- Poor quality lens