Laser Forensics: The Invisible, Revealed and Measured
According to the developers at Scanovis – a start-up company based in Koblenz – brushes, powder and chemicals will soon be tools of the past for securing evidence at crime scenes. The company has developed a laser-based solution that, among other things, uses IR laser radiation to detect fingerprints at the scene of a crime, quickly making them visible in a 3D scan and recording them digitally. Decisive factors for this technological breakthrough are the precision of the results delivered by the laser scanner and the easy handling of the system. But how to adjust the optics of a system using a low power laser in the mid-infrared spectrum (MIR)? Working together with Ophir's measurement experts, the company was able to combine different measurement methods to this end.
IR laser technology from Scanovis revolutionizes forensics; Ophir measurement technology simplifies adjustment of the optics.
The use of lasers in forensic technology
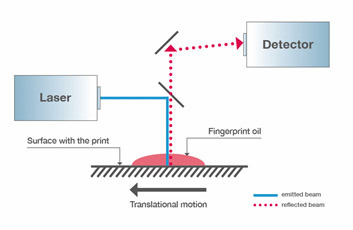
The advantages of this new system are clear: With the MIR laser scanner, results are immediately available, fingerprints are digitally captured and can be directly matched, DNA traces remain unaltered by the use of chemicals, and employees do not have to handle any toxic substances. The underlying operational principle is based on the fact that residues of body fluids, natural oils and sweat absorb radiation in the infrared range. The Scanovis scanning solution directs a focused laser beam onto an object via an oscillating mirror system. The same optical path is then used for the reflected beam, which is measured with a photodiode. If a surface with a fingerprint on it is hit by the laser beam, only part of the signal is reflected – in contrast to areas without traces. The whole room is analyzed in this way. The oscillating mirror system makes it possible to scan the areas point-by-point and line-by-line, and thus generate an image.
The challenge of fine-tuning
In order to deliver precise results, the laser system must be correctly adjusted. With visible laser beams, some settings can be fine-tuned directly by observation, but the Scanovis system uses non-visible IR laser radiation. The beam can only be made visible – temporarily – using thermo-chromic substances, but this still does not allow it to be measured precisely.
To adjust the collimating lenses correctly, the developers at Scanovis previously had to resort to manual methods like moving a single-point detector within the beam. But Sven Kern, Sales Engineer at Ophir, instead recommended slit-based measurement using an Ophir NanoScan Pyro combined with an Ophir Starbright laser power meter. The scanning slit sensor consists of a scan drum with an encoder and a motor for optical positioning, as well as scan slits and a pyroelectric sensor surface. The laser beam can thus be measured easily and without additional optical components. Vincent Gewiese, development engineer at Scanovis, explains: “The measurements with the scanning slit device proved much faster and more precise than all the other measuring methods we had used before.”
Fast measurement of the focus diameter
This scenario played out again when it came to measuring the focus diameter, which is used to determine the laser’s actual performance. This measurement had been carried out via the ‘knife-edge’ method, in which a razor blade is gradually pushed into the beam. With the Ophir NanoScan, however, not only were the measurements faster, the results were much more precise. Since the laser in the focus has a power of just 2mW, the NanoScan needed 30 seconds accumulation time. And disturbances due to diffraction and reflection, as commonly occurs with the knife-edge method, could be almost entirely excluded.
Calibration of the scanning unit and scanner axes
In particular, functions like tracking the focus on curved objects require the laser system to be calibrated exactly to the geometric arrangement of the individual components. The scanner must be specifically aligned to the geometry of the measured object. To achieve this, the position of the laser focus must be measured accurately in all three dimensions. To measure this position, especially in the lateral direction, Ophir experts recommended the Pyrocam. Its high-resolution, broadband pyroelectric camera has a semiconductor array that swiftly detects the laser beam and immediately outputs its position via the BeamGage software. To calibrate the Scanovis scanner, the values determined during the measurement are compared with the calculated values; adjustments are made as necessary. In addition to the required precision – the measurement must be accurate to 100 micrometers – the short time that the pyroelectric measurement took was also a decisive factor. Compared to other measurement methods, the Ophir Pyrocam has a much shorter measurement time, and it eliminates the need for complex mathematical transformations. By moving the PyroCam step-by-step via a suitable axis system, even larger areas can be measured all at once.
To calibrate the scanner axes, the laser beam is moved by the scanning system in a rectangular pattern, the long sides of the rectangles are measured by the pyroelectric camera, and the lateral axes are calibrated based on that data.
Mandatory quality control
For Vincent Gewiese, one thing is clear: “Each of our scanner systems must be checked in production to guarantee the quality of the scan at the crime scene. Measuring the focus diameter with the Ophir NanoScan gives us a reliable indication that the scanner is working properly, and the Pyrocam measurements simplify the calibration enormously. The advice of the Ophir team helped us solve our measurement challenges.” Incidentally, the new scanner system does more than just make it possible to rapidly investigate a crime scene: In medicine, compliance with hygiene regulations in hospitals is becoming increasingly important due to the spread of resistant germs. Here, too, the system provides valuable assistance in verifying the cleanliness of critical areas. Due to its speed, the measuring method can also be used in industrial production for quality assurance in incoming material inspections or final tests. Ensuring the correct functioning of the laser system – also for the protection of the operator – is essential in all cases.