Antireflection Coatings for High-Power Fiber Laser Optics
High-power kilowatt-level fiber lasers (wavelength in spectral range 1.0 – 1.1µm) are used in important applications in macro material processing, particularly for cutting and welding metal sheets. In these applications, optics (lenses, protective windows) are needed to work properly at correspondingly high laser power and power density levels. For these optics, absorption losses are of crucial importance: absorption of laser radiation leads to increased temperature and a correspondingly higher refractive index of the optics. This changes the properties of the transmitted laser beam and can therefore impair the performance of the manufacturing process. In addition, temperature increase can cause internal mechanical stress and eventually damage the optics. To avoid this, optics with the lowest possible absorption losses must be used.
The most common raw material for these optics is fused silica, which is available with sufficiently low absorption. The quality of the optics is therefore crucially dependent on the quality of the surface treatment (polishing) and especially on the absorption of the AR coatings.
In addition, the AR coatings must have the lowest possible residual reflectance because reflected radiation hitting the inner wall of the processing head can heat it up, and this can impair the performance of the manufacturing process. Sometimes, low reflectance is also needed for an additional laser pointer.
Finally, a long service life is important for the optics user in order to minimize downtime of the laser machine. This can be achieved only if absorption of the AR coatings is very low.
In this paper, we review the materials, coating technologies, and measurement techniques used for high-performance low absorption fiber laser optics manufacturing.
Raw Material
There are two material categories regarding the absorption of fused silica:
- Fused silica with absorption greater than 1 ppm/cm, e. g. Corning 7980
- Fused silica with absorption less than 1 ppm/cm, e. g. Suprasil 3001
Due to the high cost of material of category (b), it should be checked for each application if the use of material of category (a) delivers sufficiently good results.
Since the absorption of high-quality AR coatings can be less than 10 ppm, it should be noted that the absorption of material of category (a) can contribute significantly to the overall absorption of the coated optics. In addition, we must keep in mind that the polishing process can also affect absorption. In order to assess the quality of a coating, it is therefore necessary to measure the absorption of the optics before AND after coating.
Roughness and Cleanliness of Optical Surfaces
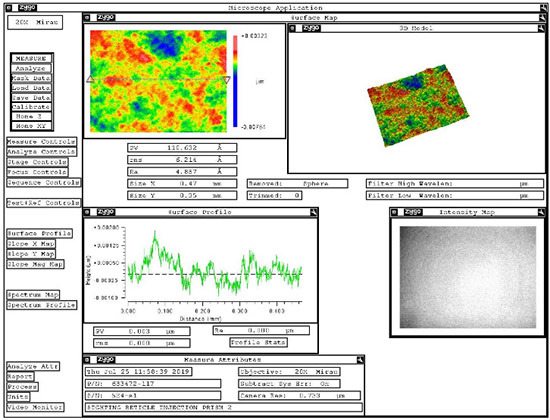
In addition to absorption, scattering caused by surface imperfections can affect the function of high-power laser optics. Therefore, the optical surfaces need to have low roughness and minimal defects. At Ophir Optics, the standard surface roughness is less than 1nm for plano and spherical surfaces and less than 5nm for aspherical surfaces. Roughness is controlled consistently in the production process. Fig.1 represents the measurement of a plane polished surface.
Before coating, the optics are cleaned in an automatic ultrasonic cleaning line, followed by a final manual visual inspection of each surface.
Coating Technologies
Numerous papers describe how to obtain coatings with very low absorption losses The methods include: standard e-beam gun evaporation, ion beam assisted e-beam gun evaporation (IAD) , ion beam sputtering (IBS) , plasma assisted reactive magnetron sputtering (PARMS) , sol-gel technique , atomic layer deposition , molecular beam epitaxy (MBE) , and anti-reflection nano-textures.
At Ophir Optics, the coatings are produced with standard e-beam gun evaporation and with IAD for the reason that these methods provide excellent results at moderate costs. Coating materials are HfO2, Ta2O5 and SiO2. The coating chambers are equipped with: high vacuum pump with Meissner trap, heating systems above and below the calotte in which the optics to be coated are inserted, gas inlet for reactive evaporation, ion source for cleaning and for IAD, e-beam guns, quartz crystal and optical systems for monitoring layer thickness. The coating chambers are in a cleanroom class 1000. Cleaning, inspection and packing of the optics are done in a class 100 environment.
A major problem in the production of coatings with low absorption is the uniformity of layer properties (thickness, refractive index, absorption) on all optics in a coating batch (throughout the whole calotte which has diameter 760mm). In order to ensure uniformity, all parameters of the evaporation process must be optimized carefully. Several optics from each coating batch, and from different locations in the calotte are tested.
AR Coatings
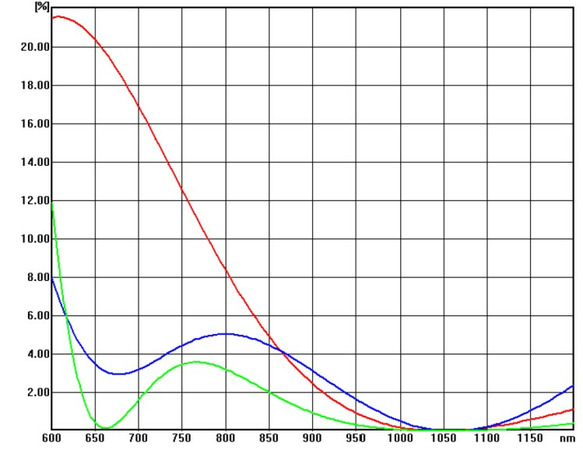
The simplest AR coating, which (theoretically) enables zero residual reflectance, is the so-called "V-coating," named after the "V" shape of the reflectance curve (red curve in Fig. 2). It consists of one layer with a high refractive index (here HfO2) and one layer with a low refractive index (here SiO2). As the layer made of the relatively strongly absorbing high-index material is quite thin, total absorption of the coating is very low (see table 1).
High transmittance both for 1µm and for a laser pointer (typical wavelength 650nm) can also be achieved with a coating consisting of two layers, but only with increased thickness of the high-index layer and therefore higher absorption (blue curve in Fig.2, table 1). With such a coating, it is possible to achieve a residual reflectance below 0.1% for a single wavelength in the range 1030-1070 nm and below 0.2% for the entire range 1030-1070 nm.
When coating curved lens surfaces, it is not sufficient for the residual reflection to be minimized only for the laser wavelength because:
- The thickness of the coating is greatest in the center of the lens surface and decreases with increasing distance from there;
- The angle of incidence of the laser beam is normal in the center of the lens and increases with the distance from there.
Both effects cause the reflectance curve to shift to shorter wavelengths. In order to compensate for this, the reflectance must be as low as possible even in a suitable range above the laser wavelength. In addition, we must remember that coating thicknesses can differ slightly from one position to another in the calotte.
Since this requirement cannot be met with a two-layer coating, Ophir Optics has developed a four-layer coating with reflectance less than 0.1% in the range 1020-1090 nm. The reflectance of this coating is shown by the green curve in Fig. 2.
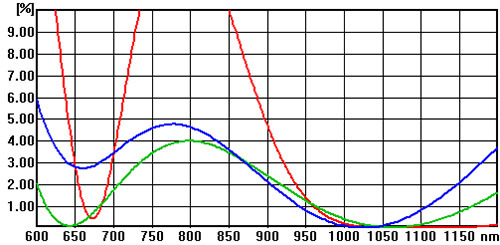
For extremely high laser powers (> 12 kW), a multilayer coating with residual reflectance of less than 0.05% in the range 1030-1120 nm was developed. Its reflectance is shown by the red curve in Fig.3. Fig. 3 also shows the reflectance curves of another V-coating and another two-layer system with increased thickness of the high-index layer.
Technical data AR coatings for 1 µm high-power fiber lasers.
Absorption Measurements
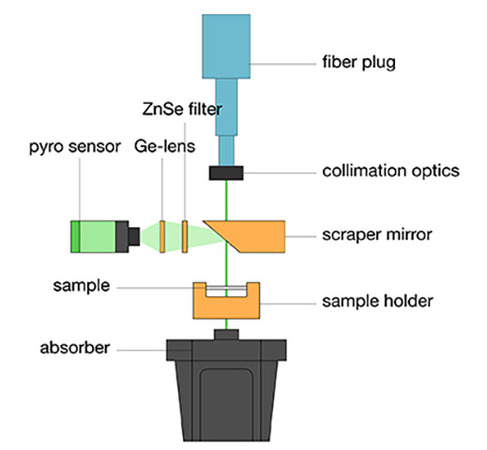
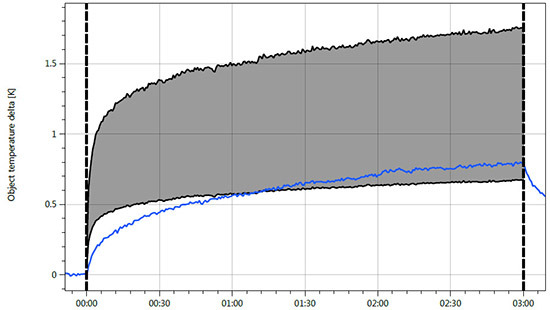
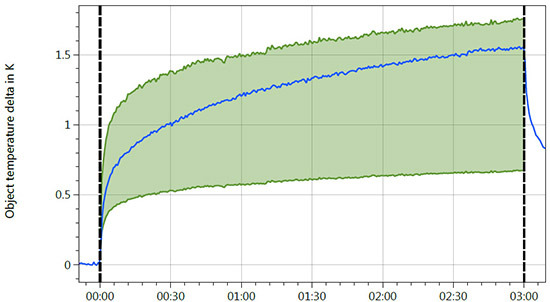
For absorption measurements within quality assurance, Ophir Optics uses a calorimetric system as shown in Fig. 4. The measurement sample is irradiated for three minutes with a fiber laser (CW, 1030 nm, 500 W). During this period, the temperature increase of the upper surface of the sample is measured using a pyro sensor working at 8-12µm.
An advantage of this method is that it provides direct information about the temperature increase of the sample (window or lens) when irradiated with a high-power laser. However, measurement data for samples of different sizes cannot be compared directly. This means that an individual tolerance level must be defined for each product. It is also extremely difficult to determine from the measurement data the absolute absorption of the sample.
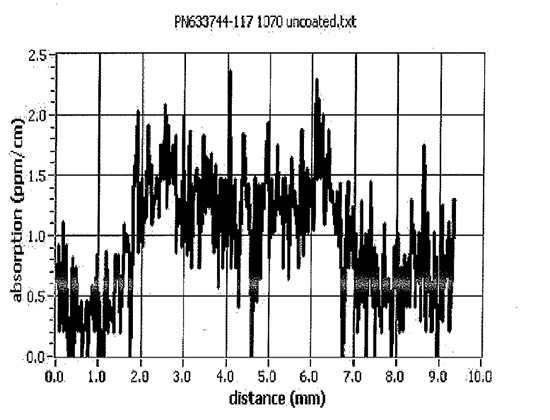
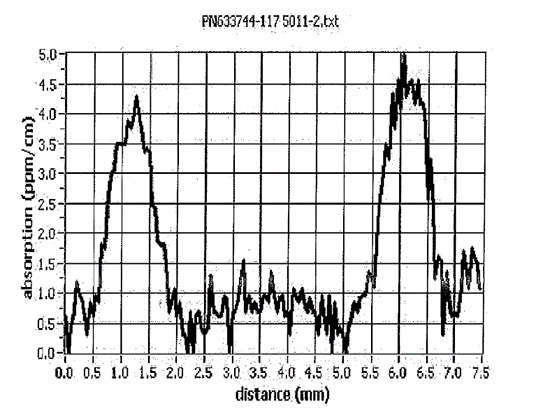
For the reasons mentioned above, absorption measurements are also made with Photothermal Common-Path Interferometry (PCI) . Using this method, absorption at any location within the sample can be measured. The sample is irradiated by a "pump" laser beam (1µm) focused on the position to be measured. It causes local heating and corresponding local increase of refractive index. This causes interference effects on a test laser beam (633 nm). By measuring and evaluating these effects, local increase of refractive index and temperature increase are determined.
Figures 5 to 8 show typical measurement curves obtained with the two methods. All measurements were made on the same optics before and after coating (window made of fused silica Corning 7980, diameter 50 mm, thickness 5 mm). The PCI scans in Fig. 5 and 6 show the spatial dependence of the absorption for a scan from one surface through the optics to the second surface. The absorption maxima in the area of the coatings are clearly visible in Fig. 6; the absolute absorption is approx. 4 ppm at each surface. Fig. 7 and 8 show the results for the corresponding calorimetric absorption measurements.
The absorption measurements within quality assurance are made with the calorimetric system because of the easier handling. The PCI method is used only for special purposes, like calibrating the calorimetric measurement data.
Conclusions
Low-absorption AR coatings for optics are used in many applications with high-power fiber lasers, especially in macro material processing. The coatings are produced by standard ion beam assisted e-beam gun evaporation (IAD). Absorption measurements are made with high-resolution methods which allow for precise measurement results even in the ppm range.
- Coatings features are optimized to meet different market requirements, including:Absorption;
- Residual reflectance;
- Suitability for optics with curved surfaces;
- Transmittance in the visible for laser pointer;
- Suitability for high laser power (CW);
- Production cost.
The low-absorption coatings are used successfully at laser power up to17 kW for various applications including macro material processing. However, in order to keep up with the challenges towards higher laser powers, further improvements and developments are required.
Download our Antireflection Coatings for High Power Fiber Laser Optics white paper for additional information.