Beam Profiling in a Job Shop: Industrial CO2 Pulsed Laser
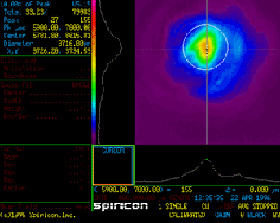
Figure 1 shows the beam profile of an industrial CO2 laser that did not operate as well as most lasers in a job shop.
In this laser, a significant amount of the energy is far out in the wings of the beam. This particular laser was used to cut steel, and it was found that, with time, there were variations in the quality of the cut. Nevertheless, the manager had been making acrylic mode burns, which appeared to be as high quality as the other lasers. It was found that when observing the beam using a real-time beam diagnostic tool the mode was changing quite rapidly. During rapid changes, the acrylic mode burns would create an average of the beam which appeared quite Gaussian, whereas individual pulses were highly structured. It was discovered that these variations over time were the cause of the ragged edges cut by this laser.
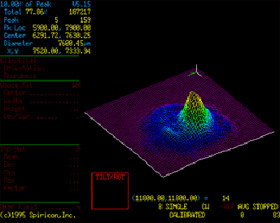
Figure 2 shows the same laser beam in 2D imaging mode with the electronic beam diagnostic software. In this image, an aperture has been drawn around the working energy density of the beam. The image clearly shows that only 33% of the energy of this beam is in the central lobe of the 3.7mm diameter aperture. From figure 1, we measured and found that 78% of the total beam energy had a diameter of 7.5mm. Thus only one third of the energy is in the high intensity part that actually works the metal. Only with a real-time beam diagnostic tool could you easily correct this problem.