Battle Axe vs. Scalpel: How to Work with High Power Density Lasers
In this Q&A with Mark Gitin, Senior Vice President and General Manager of the Light & Motion Division of MKS Instruments, and Christian Dini, Director Global Business Development, Ophir, they discuss that, with lasers there will always be opportunities for improvement. Reliable technology for measuring the laser beam can really help with process optimization.
Q. This year, the Laser World of Photonics show will focus on lasers for industry 4.0. Where do you see the most important new developments happening in the industry?
Mark Gitin: Big data and the utilization of data analytics is a significant trend that's here to stay, and in the lasers and photonics market, Industry 4.0 is where we're headed. As we know, Industry 4.0 has its beginnings in Germany, with the federal government emphasizing the "computerization of manufacturing." Companies are asking for the capability to store, evaluate, and then act upon all the data that lasers and the associated sensors create. The ability to analyze this data will not only increase operational performance, but will also lead to innovative new lasers and other photonics products.

Christian Dini: In order to fully exploit this potential, one must keep in mind that, in laser processes, it's not enough to document only the predefined laser parameters or limit oneself to random quality inspections of finished products. When it comes to quality control and Industry 4.0 in laser applications, the focused beam plays the central role. Although data points about the laser source are important for digitization, it is the focused beam itself that's the actual tool here: It must be monitored closely to avoid producing faulty parts. A big challenge is the massively increased power density of the lasers. In the past, work was done using just a few kilowatts and a beam a whole millimeter wide; today, that's 10 kW and a few hundred micrometers in beam diameter. To put it bluntly: We've taken a medieval battle axe and turned it into a high-performance scalpel. To measure the caliber of this scalpel – that is, the focused beam – at the machining level is a major challenge, especially at these power densities. If, however, this inspection is not carried out, manufacturers may only discover during a late weld seam inspection, for example, that the parts produced are defective. And that can be expensive.

Q. Higher laser power and Industry 4.0 – how has MKS prepared for this?
Mark Gitin: Our lasers are designed with the connected data and analytics tools for preventative maintenance, remote service, and factory optimization in mind. Since we work closely with our customers and others in the industry, we're well-positioned to continue innovating in order to help solve their most complex problems.
Christian Dini: The Ophir brand has been developing laser measurement technology for more than 40 years. We can measure lasers with powers ranging from a few femtowatts to more than 100 kW. To connect our measurement technology to industrial networks, our latest solutions feature our own interface adapters, such as the Ophir® EA-1, as well as sensors with integrated common interfaces. To address the higher end of the power range, about five years ago we developed the Ophir BeamWatch® beam profiler. The system works completely without contact, so it can map the focus of a laser in real time without any upper limit on the power. Nobody else can do that. The measuring principle is similar to that of a camera: We basically take a video of the focused laser beam after it passes the beam guide and processing optics.
Q. What are the advantages of non-contact measuring technology for the user?
Christian Dini: The BeamWatch beam profiler delivers measurements at video frame rates, so we are the first in the industry that can show the focus shift. It also frees companies from power limits: Even lasers with 100 kW can be easily measured. At the same time, the integrity of the data is very high because it measures without contact, and no moving parts are built into the device. So nothing can wear out. With contact measuring instruments, on the other hand, there's direct interaction between the high-energy beam and the ultra-sensitive sensor, and this causes detrimental effects over time. Those sensors have to be constantly re-calibrated or frequently repaired. That's not necessary with the BeamWatch beam profiler.
Over all, the BeamWatch beam profiler makes three things possible: First, the laser process can be monitored and regulated before problems occur. Second, the results can be documented accordingly. Third, resources and life cycles can be optimized. Today, for example, protective windows in laser systems are replaced prophylactically – based on a pre-set schedule. Industrial laser technology has been around for nearly 60 years and people have grown accustomed to certain things. But you don't have to accept that anymore. With the BeamWatch beam profiler, components can be used just as long as possible. And if a laser system is always running optimally, there's huge potential for resource savings
Q. Measuring a laser beam without touching it sounds rather abstract. How precise can such an instrument be?
Christian Dini: We have to make a distinction between repeatability and absolute accuracy. The repeatability of the BeamWatch beam profiler is in the per mil range. The absolute accuracy is based on the ISO standard. However, the ISO standard is much older than the non-contact measurement method – which has not yet been included in the standard. So, in order to make a statement about reliability, we compared the BeamWatch beam profiler with traditional measurement systems that comply with the ISO standard. The very same beam was measured using a high-resolution CCD camera with Ophir BeamGage analysis software and a slot-based measuring device, versus BeamWatch and Ophir BeamWatch AM (a special product variant for additive manufacturing) beam profilers. The good news is that, in terms of absolute accuracy, we had a maximum deviation in individual values of 3.7 percent. That's basically nothing. So, the BeamWatch beam profiler complies with the ISO standard.
Q. And then there's the question of automation and connection to data storage. Are non-contact measuring devices suitable for integrating into automated manufacturing processes?
Mark Gitin: The simple answer is yes. The Ophir BeamWatch Integrated beam profiler product provides real-time, non-contact beam measurements of industrial material-processing lasers that are typically too powerful for direct readings, like those used for welding and cutting operations in automotive, heavy equipment, and appliance manufacturing, or in oil & gas drilling. And it also provides a Profinet or a GigE communications interface for immediate storage of the data.
Q. Was the development of the BeamWatch Integrated beam profiler a completely internal process or was the idea triggered by outside circumstances?
Christian Dini: About three and a half years ago, we were approached by a well-known automobile manufacturer. They wanted to replace another measuring device with a beam profiling solution from Ophir to monitor the laser beam used for deep welding in the manufacturing of transmissions. The gearboxes are installed within a few hours of completion – so the fresh weld seams are already being exposed to extreme stress and are functionally relevant. This places high demands on both the measurement technology and the documentation of the results. The previous measuring instrument was difficult to use, so readings couldn't be taken as quickly or as frequently as they wanted. Based on the manufacturer's needs, we developed the BeamWatch Integrated beam profiler for automated use in the manufacturing process. Today, automated measurements are carried out both before and after each part is made and all data is stored and available for analysis.
Q. How does the solution work?
Christian Dini: We've equipped the BeamWatch beam profiler with a Profinet communications interface so that the sensors can communicate in a networked environment. A power sensor measures the laser power and simultaneously serves as a beam trap. Measurements go very quickly, and the information density coming out of the BeamWatch Integrated beam profiler is incredibly high. The customer can freely configure which measured values and reports should be output. For the operator, the go/no-go results are displayed directly; for process experts, focus shift, beam quality, divergence and many other parameters are evaluated and stored in detail.
Q. At the moment, we're seeing unparalleled upheaval in the automotive industry. How would you assess the effects on the laser measurement technology sector?
Christian Dini: On the one hand, the automotive industry is of course interested in conserving resources. And vehicle structures have to shed weight. In order to reduce wall thicknesses without forfeiting stability, high-strength steels are joined with lightweight metals. And because welding aluminum to steel is very challenging, it requires precise measuring technology. Furthermore, lightweight structures can be implemented using additive manufacturing techniques. With the BeamWatch AM beam profiler, we've developed a measuring device for powder bed systems that's also based on non-contact technology and is easily placed in the assembly area on the machining level. At the moment, there's a lot of research and development going on in lightweight construction, and this is the environment we thrive in. On the other hand, there's electromobility. The competitive pressure is huge. Because Tesla showed: If you've got the guts, you can do it. In general, we'll all benefit from the switch to electric mobility. Automobile manufacturers have to break new ground and invest in new processes. There's a lot of motivation in this area to avoid mistakes and play it safe. Laser measurement technology is particularly important in battery production.
Q. Apropos battery production: Where in the process are lasers used for that?
Christian Dini: A battery consists of up to 7,000 cells. To connect all those cells, a battery requires about 14,000 weld seams – all of which are made using a laser. Those weld seams have to be perfect, otherwise the cells can overheat and catch fire. Besides that, there's the welding of the hair pins in the motor. That makes 200 per engine. And they have to be perfect as well, so that the motor runs efficiently.
Q. Let's take a peek into the future: How will materials processing change over the next two to three years?
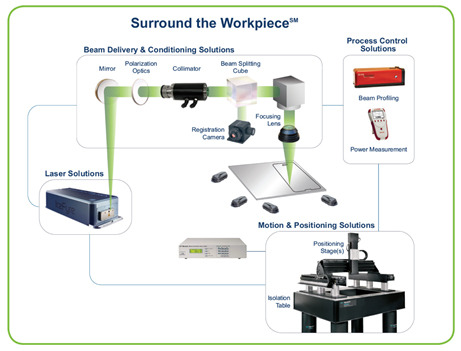
Mark Gitin: Ever since the inception of the laser, the status quo was that using lasers was very expensive and if you could carry out manufacturing processes in any other way than using a laser, you would do so. But the cost-benefit ratio of lasers has become more and more attractive. You can see it in the latest systems that MKS has been developing, like with the Spectra-Physics Talon® nanosecond UV laser and the Icefyre® picosecond UV laser – as well as our other types of industrial lasers. The lower price per watt drives a wider range of applications in manufacturing. On top of that, Industry 4.0, cloud computing, as well as remote access and security, are all driving industry creativity and pushing the boundaries of what's possible. If you look at MKS' position in materials processing, it's obvious that we'll be a driving force here. Our "Surround the WorkpieceSM" offerings – which we'll also be demonstrating at the Laser World of Photonics – illustrates how we're uniquely positioned in the industry to support our customers in solving their problems.
Christian Dini: In terms of mechanical engineering, the demands will only continue to rise. Manufacturers will have to build more and better processing plants in less time as the degree of automation increases and the complex material combinations require new processes. This gap can only be bridged with intelligent measurement technology. In automotive engineering, the shift to electric mobility will also bring about many changes. And there, we see a niche for us. Our measurement technology covers all types of beam sources. Experience shows that, once it's clear to manufacturers how best to leverage non-contact measurement technology, they'll make extensive use of it.