Process Validation of Laser Welded Parts in Biomedical Apps
American author, engineer, entrepreneur, and consultant in performance improvement H. James Harrington has been credited as saying, “Measurement is the first step that leads to control and eventually to improvement. If you can't measure something, you can't understand it. If you can't understand it, you can't control it. If you can't control it, you can't improve it.”
Author:
By John McCauley Midwest Regional Sales Engineer, the Ophir Photonics Group
Even though Harrington was speaking specifically of improving of the quality in a person’s work performance, the same is true for maintaining a quality laser process.
Measurement of a laser usually consists of quantitative measurement by use of a power or energy measurement system, or qualitative measurement by the use of a beam profiling system. Beam profiling can be described as using a device, such as a camera, scanning slit, or other device to image a laser beam or a sample of the beam, interfacing that imaging device with a PC, and analyzing that image using beam analysis software. The data obtained from a beam profile can be used in several different ways.
Some of the questions we sales engineers frequently get when demonstrating beam profiling solutions to potential customers are: "What does beam profiling do for me?" or "How can I use the data that I get from a beam profile?" Sometimes it's difficult to communicate the answers to these questions without a solid example. I recently had the opportunity to meet with a customer to discuss these benefits as they applied to their laser processes.
The Evolution of a Laser Process Validation Program
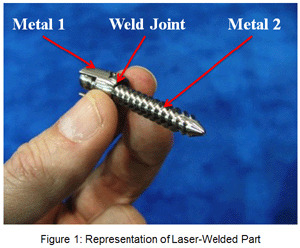
The particular company that I had the pleasure of working with on this project supplies, among other services, laser welded parts to the biomedical industry. They have lately been experiencing increased growth in their manufacturing processes related to medical device manufacturing, and are making real strides towards remaining a high-quality supplier of laser-welded parts to larger medical device manufacturers across the country. Establishing a solid reputation in the industrial community as a vendor that supplies the highest quality parts to some of the larger companies has been one of the keys to their successes.
Laser Welding
One of the processes that I got involved with a couple of years back was a laser welding process joining two dissimilar metals on an implantable device. For this joining process, they utilize a lamp pumped Nd:YAG laser with free-space optics operating in a repetitive pulse mode. The laser is integrated into a small glove box workstation used for manual welding.
Already having an established set of laser parameters for this process, we decided it would be best to have them at least monitor their energy per pulse readings using a pyroelectric energy sensor and a wireless PC interface that fit nicely into their glove box workstation. However, at the time, there was no real laser quality assurance program in place – they admitted that the energy per pulse readings were measured and recorded, but not much else was done with those readings as far as correlating them with the laser process or the maintenance of the laser. The readings were simply used to get a feel for how the laser was performing day-to-day and not much else.
The Lasers Are Equal... But Are The Welds?
Since that first laser quality maintenance discussion, this company's reputation and commitment to quality allowed them to establish new relationships with additional medical device manufacturers. This success resulted in their recently opening up an additional facility in a nearby town which has an established medical device manufacturing community. It also purchased an additional, identical laser system as the quantities of parts being processed increased.
Same laser, same workstation, same manufacturer, applying the same process parameters – what could go wrong?
Well, as they quickly found out, the laser parameters being used on "Laser #1" that were producing acceptable parts were producing failed welds on "Laser #2". They found that welds were cracking (luckily during a quality inspection and not during the use of the part), indicating that too much heat was being put into the weld. How could this make sense with identical laser parameters being applied to identical laser systems?
Using Beam Profiling to Characterize Products
That was when they called me to see if we could diagnose the problem using beam measurement. Having discussed the problem, I suggested using a beam profiling system and a thermopile laser power sensor to characterize the beam and to more thoroughly validate their laser processes. Here's what we found during the testing of their laser systems using these laser characterization products.
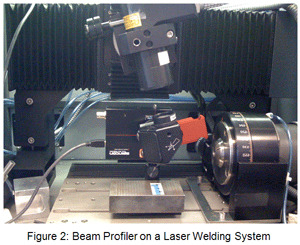
First, a little bit about the measurement equipment we worked with. In this case, the hardware of the beam profiling system consists of a Spiricon SP620U high-resolution USB camera and an LBS-300-NIR beam attenuation device optimized for Near-IR lasers. The camera, used to image the focused spot of the laser, is interfaced with a computer running Spiricon's BeamGage beam analysis software, which is the first "from the ground up" beam analysis software in 13 years.
The LBS-300s-NIR fits to the c-mount on the camera's input and consists of a pair of 1% reflective optics and slots to hold one or two neutral density absorption filters. Due to the relatively short working distance of the laser's delivery head, we also employed a negative lens on the input of the LBS-300-NIR to increase our path length. Power measurements were taken with an FL300A-LP fan cooled thermopile sensor and a Quasar Bluetooth PC interface.
With these particular pulsed Nd:YAG welding laser systems, the user can change four different laser settings to get different results:
- Laser Peak Power (laser energy with respect to the duration of the laser pulse)
- Pulse Width (or Pulse Duration)
- Pulse Repetition Rate (frequency of the pulses)
- Spot Size
It is also worthy to note that the lamp time between Laser #1 and Laser #2 were about the same (around 500 hours) at the time of these tests.
Simple Experiments Provide Quick Solutions
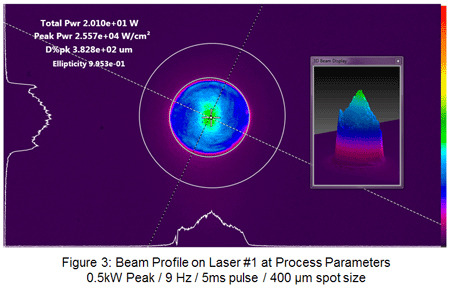
First, we decided that the best approach was to establish a baseline from Laser #1, the laser that we knew was producing good parts. So we set the laser to the process parameters, took a power measurement, and took a beam profile. Since we suspected that Laser #2 was resulting in a more intense beam at the same process parameters, we intentionally set the attenuation relatively high for the profile on Laser #1 so that we could "compare apples to apples." The combination of absorption filters that we used had a neutral density value of 3.3.
Figure 3 shows the 2D and 3D beam profiles with some of the calculated results. The output average power of Laser #1 at the workpiece with the process parameters was measured at 20.1W. Spot size was close to what was programmed at 383μm. The Power Density Result (or Peak Power as it is seen on Figure 3) resulted in 25.6 kW/cm2.
Second, we took a beam profile of Laser #2 at the same process parameters, keeping all of the software and optics settings of the beam profiling system the same. Figure 4 shows the 2D and 3D beam profiles with some of the calculated results. The output average power of Laser #2 at the workpiece with the same process parameters was measured at 27.1W (a 35% increase from the Laser #1 measurement). The spot size was measured at 410 μm. The Power Density Result (or Peak Power as it is seen on Figure 4) resulted in 29.6 kW/cm2 (a 15.6% increase from the Laser #1 measurement).
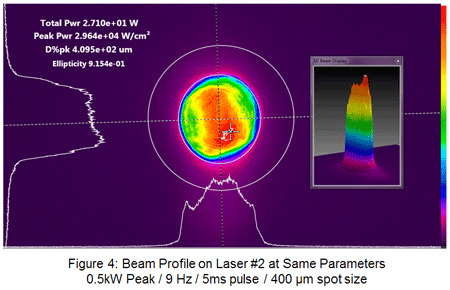
Both visually, and mathematically, it's easy to see that there are differences between the two beam profiles and laser power measurements from the two identical laser systems set at the same laser settings.
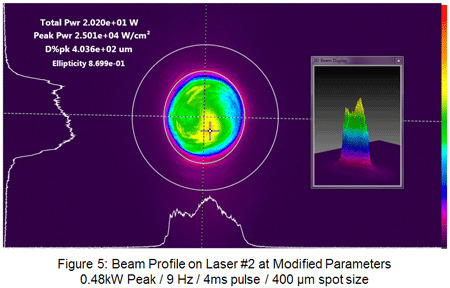
At this point, we wanted to see what kinds of changes we could make in the settings on the laser to attempt to get a beam profile that was closer to the one of the laser that was producing good parts. In the span of about 10 minutes we were able to determine that decreasing the Peak Power setting by 0.2 kW and decreasing the pulse width by 1ms, we were able to create an image that was closer to that of Laser #1's beam profile. The results of changing these settings are shown in Figure 5.
Again, visually and mathematically, the results of those two minor changes in the process parameters can be seen. Laser power decreased and was measured at 20.2 W. Spot size was measured at 404μm. Peak power also decreased and measured at 25.0 kW/cm2.
Using these modified process parameters that have brought the beam profile closer to that of the laser that is producing acceptable parts, the customer is now in the process of doing some tests on their parts to see if these new settings bring the desired results.
A couple of other issues to note within these three figures. Laser #1's profile in Figure 3, the Ellipticity (or the "roundness" of the beam) value is measured at 99.5%—what is commonly known in the industry as "a pretty round beam", one which is usually desired during laser welding processes such as this. The profiles of Laser #2 resulted in a focused spot with Ellipticity values of 91.5% and 87% as seen in Figures 4 and 5, respectively. Usually such a low Ellipticity value can be caused by a number of things, but we suspected that some adjustment on the resonator's rear mirror could be made to bring this beam profile "back into round."
In addition to the discrepancies in Ellipticity, the beam profiling also showed that there was a slight shift of the location of the peak intensity, which may affect the laser welding process. Laser #1 shows a peak intensity that is fairly close to center. However Laser #2 shows a peak intensity that is "south to southeast" from center as indicated by BeamGage's crosshair location which is tracking peak intensity. Again, we also suspected that adjustments on the rear mirror might bring this peak intensity closer to the center once again.
Use the Right Tools to Understand the Laws of Physics
If a picture is worth a thousand words, these three pictures should be proof enough that no two laser systems are created equal. And just to be clear, the laser manufacturer should not at all be considered at fault for providing a defective product. In cases like this, the end laser user simply falls victim to the laws of physics. But because of those undeniable laws, those who are responsible for ensuring quality in their laser processes, and those responsible for protecting the integrity and reputation of their companies, should be enabling themselves with the right tools and knowing for sure that their laser processes are consistent from batch to batch, from day to day, and even from one laser system to the next. The only way to know this for sure is through a comprehensive laser characterization program.