Quality assurance in additive production
The Fraunhofer Research Institution for Additive Manufacturing Technologies IAPT has set a goal for itself to automate additive production and use this technology to manufacture the products of tomorrow in a resource-efficient manner. A consistently high level of quality in the manufactured components is decisive for whether the laser-based additive technologies will prevail in series production. This can only be guaranteed if the machines always deliver the same repeatable results. At Fraunhofer IAPT, the "Quality Assurance and Certification" working group focuses on precisely this topic. Over the course of numerous investigations, one thing has become clear: Whether in research or in production, the laser parameters must be checked regularly. For this purpose, Fraunhofer IAPT generally turns to the Ophir BeamWatch AM, which measures the laser beam without contact, is compact enough to be used inside the production chamber, and delivers measurement results very quickly.
Author:
Dagmar Ecker, Master of Business Engineering
Industry and science
Considered one of the leading institutions in the field of additive manufacturing, Fraunhofer IAPT is dedicated to transferring 3D printing technologies from science to industry. The focus is on applying additive technologies in series production for aircraft, automotive, rail, ship, tool and machine manufacture, as well as for medical and plastics technology. For several years, Fraunhofer IAPT has cooperated with MKS Instruments and uses Ophir measurement technology. In particular, the BeamWatch AM, developed by Ophir expressly for application in additive manufacturing, is now being used intensively by the institute's laser experts. It conducts non-contact measurement of the laser beam based on the principle of the Rayleigh scattering effect, and it quickly delivers comprehensive measurements of the laser’s beam caustic and power. While the measuring device was initially employed only for root cause analysis after detecting irregularities, it is now an indispensable part of daily operations. Hussein Tarhini, MSc in Mechanical Engineering and Project Engineer at Fraunhofer IAPT, explains: “We help companies on the path to producing high-quality, additive-manufactured components. These are often components subject to heavy loads, for example in the aerospace industry. During our tests, it became clear to us that changes in the laser’s characteristics can exert considerable influence on the production quality.”

Laser beam and quality
Hussein Tarhini works with Stefan Grottker, MSc in Optical Engineering and Project Engineer, in the Quality Assurance and Certification working group at Fraunhofer IAPT. The approach of these experts at Fraunhofer IAPT clearly takes a step in the direction of preventive measurements and big data: The highly complex AM process with over 100 potential influencing variables requires the systematic monitoring and collection of those values. The data can then be interpreted using artificial intelligence and Six Sigma strategies. The working group’s aim is to develop exactly these kinds of new technologies and processes that further optimize AM processes. The preliminary tests are intended to obviate the need – as far as possible – for very expensive follow-up testing like μCT scans or destructive test methods.
However, in the view of the experts at Fraunhofer IAPT, one factor that has been neglected is the influence that the focused laser beam can exert on production quality. Since the laser sources themselves are reliable and – in contrast to the tools used in classical metalworking – in principle operate largely without wear and tear, they have been left out of the analysis.
But investigations at Fraunhofer IAPT have shown that the beam sources also "age" over time and the output power or beam quality either decreases or suffers repeated focus shifts or power losses in the beam path. The reasons for this are many and varied, including:
- Changes in positioning
- Wear of optical components
- Contamination of or damage to the protective windows
The critical thing about many of these influencing variables is that the changes are so minimal that they cannot be detected directly. Only a measurement of the focused laser beam on the processing plane can check whether all the parameters actually meet the specifications. Stefan Grottker explains: “If, while conducting an experiment, one can only determine after the fact that the laser beam failed to meet the required parameters, then all the experiments have to be repeated. And in production environments, this could lead in a worst-case scenario to delivering a defective part to the customer. Either way, non-contact measurement of the laser beam, carried out regularly and at short intervals, proves to be a much better and more cost-effective solution. For companies in, for example, aircraft construction, who, for approval of their additive-manufactured parts have to provide evidence of meticulous quality assurance in their production processes, such measures can even be considered essential.”
Deviations and the consequences thereof
Two examples from Fraunhofer IAPT demonstrate the serious effects of deviations in the laser beam: An LBM system, whose laser parameters had, up to then, been checked once a month, started producing inconsistent results. For example, the density values (porosity, etc.) for the manufactured parts diverged significantly from previous measurements. The quality assurance team used Ophir non-contact measurement technology to examine the parameters of the laser beam. It turned out that, after just a few seconds, the beam waist and its position was deviating appreciably from the specification:

The experts then inspected the optical beam path and discovered damage to the protective window that was invisible to the naked eye. Replacing the glass solved the problem: The beam waist was back on the working plane and there was no thermal shift. If, before starting the new process, the laser parameters including focus shift had been measured by default with the BeamWatch system, it would have prevented rejects.

The quality impairments were even more pronounced on another machine that produced end products. Here, a part with grave defects was manufactured; its very poor surface quality and material fractures led to further investigations. These results also showed that the laser parameters deviated markedly from the specification:
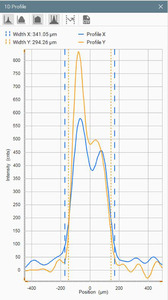
The graph visualizes the problem that the beam profile does not correspond to the desired Gaussian profile. The measurements also revealed a beam diameter that was over three times as large as it should have been. When the optical bench was dismantled for troubleshooting, it was found that leaking cooling water was affecting the lenses. Some of the optics could be cleaned, but others had to be replaced in order to restore correct functioning.
In summary
The quality of the laser beam on the working plane has a decisive influence on the quality and – above all – on the reproducibility of the manufactured parts. The experts at Fraunhofer IAPT recommend checking the laser beam before and after each 3D printing job, especially for components that affect safety; for this purpose, they rely on BeamWatch AM.