Overcoming the Challenges of Measuring High Power NIR Lasers
High power laser application has significantly increased in recent years due to new production techniques that enable cheaper manufacturing and operating costs. Applications of high-power lasers that seemed exotic a few years ago are now considered routine in material processing and micromachining.
Author:
Yoni Groisman, Application Engineer
Such material processing applications as welding, cutting, additive manufacturing, marking, and engraving are now performed using lasers, enabling higher precision, faster rates, and increased variability. In addition to the material processing industry, increased use of high-power lasers is also seen in military and research.
Traditionally, high power lasers were CO2 pumped lasers. Recent developments and market requirements for more accurate processing have turned NIR fiber lasers into a rapidly growing player in all high-power applications, including processing, research, and military.
Lasers are considered “high power” if their output is in the range of hundreds of watts to tens of kW. The vast majority of material processing lasers are 1070 nm fiber lasers, and rarely green 535nm fiber. CO2 lasers are still popular with in types of material processing, but these are being phased out in favor of fiber lasers. Ultrafast lasers (with picosecond and/or femtosecond pulse widths) are also starting to be employed for finesse material processing operations.
The most common types of high-power CW fiber lasers have output powers ranging from 1 kW single mode to over 100 kW multi-mode. Their reliability, flexibility, and wide variety of interchanging fiber terminations, collimation optics, and processing heads (with both Gaussian and Top Hat beam shapes) make fiber lasers most suitable for the material processing industry.
Importantly, the variety of applications and production rates require periodic checkups or constant tracking of parameters, to ensure process control and quality assurance. Parameters to be tracked include:
- Spot size
- Beam shape / Mode
- Focusing position
- M2
- Laser Power/ Energy
While laser power/ energy can be measured by a conventional thermopile sensor with water cooling, other parameters such as Spot Size, Beam shape, Focal position, and M2 require more advanced techniques to measure high power laser parameters without distorting them or damaging the analytical equipment.
In general, there are three methods employed to perform this task:
- Indirect measuring, without interaction with the beam. This technique is based on imaging of the beam’s Rayleigh scattered light from the side, which is used in the Ophir BeamWatch
- Scanning tip with a pinhole, which samples a small portion of the beam and presents it to a single element detector. The rotational and translational scanning of the pinhole through the beam creates a 2D image of the beam profile. This method requires large scale equipment with moving mechanical parts and a water chiller.
- Direct measuring with CCD beam profiler, after many orders of magnitude of optical attenuation. The new Ophir LBS-300HP-NIR beam splitter for high power lasers allows measuring NIR (1000-1100 nm) focused or collimated laser beams profiles up to 5kW or 15MW/cm2.

Reducing Extremely High Power
Using the LBS-300HP-NIR, a fraction of the incoming beam is reflected through the front surfaces of a pair of orthogonally oriented wedges. Less than 0.0001% (1/106) of the beam is then reflected towards the Ophir beam profiler camera and less than 0.1 % towards the optional Ophir power meter. The remaining 99.9% of the incident laser beam is transmitted. This enables beam shape, focal spot, beam waist, M², and overall power measurement of lasers up to 5 kW power or 15 MW/cm² power density from the laser under test.
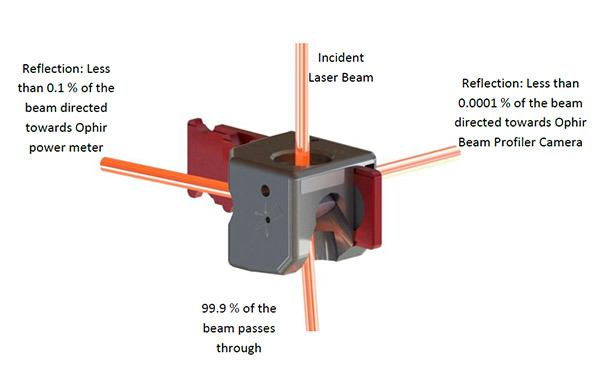
The LBS-300HP-NIR provides uniform attenuation of any beam shape: Gaussian, flat-top, or doughnut mode, while preserving the polarization and overall profile of the incoming laser beam. This provides an accurate, high fidelity sample of the incident beam.
The LBS-300HP-NIR housing has multiple mounting points for easy and versatile installation variants. The C-mount stackable design is compatible with other C-mount accessories. A set of 6 interchangeable ND filters are provided to make final intensity adjustments to the beam before it reaches the camera imager.
Thus, the LBS-300HP-NIR enables beam profiling of high-power lasers with CCD beam profilers.
During high power laser emission due to extremely high beam attenuation, scattered NIR light could interfere with beam measurement by increasing background illumination. In order to reduce scattering to a minimal value, it’s recommended to distance the beam profiler camera by 50-100 mm using the C-mount extension tube.
Flexible Setup Options
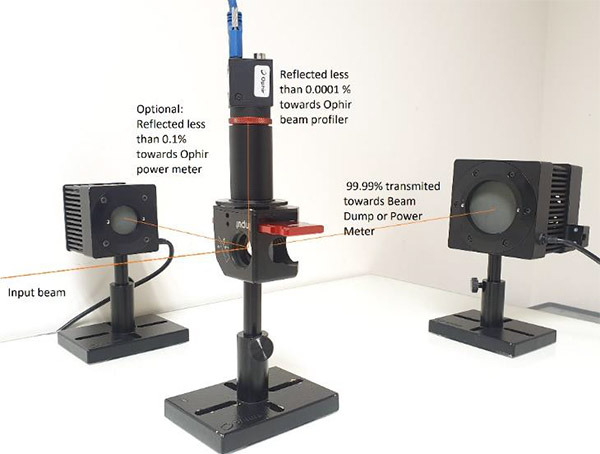
- Incident beam reflected with less than 0.0001% towards Ophir SP920 beam profiler via ND-filter slide and C-mount extension tube in order to reduce scattering on the CCD and eliminate ambient lite.
- 0.1% of original intensity towards optional Ophir L30C power / energy sensor.
- 99.99% of incident laser is refracted by 6° towards beam dump.
- Incident beam reflected with less than 0.0001% towards Ophir SP920 beam profiler via C-mount extension tube in order to reduce scatteringon the CCD and eliminate ambient light.
- 0.1% of original intensity directed towards optional Ophir PD300R photodiode sensor while 99.9% passes through.

Various validation measurements have been performed to define the LBS-300HP-NIR specifications and capabilities:
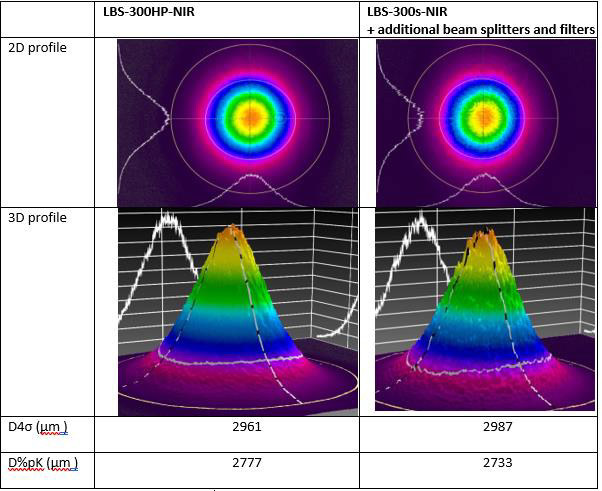
Beam Profile Accuracy
A comparison between the LBS-300HP-NIR and a conventional Ophir LBS-300s-NIR attenuator was conducted with Ophir BeamGage software and a camera, in order to verify the accuracy of the beam profile sample.
The LBS-300s attenuates the laser beam by 1000, while the LBS-300HP-NIR by more than 1,000,000; in order to equalize the attenuations to receive similar laser power, additional optical components were used with LBS-300s. A 100W Gaussian fiber laser was used to compare the attenuators. The resulting beam profile comparison demonstrates similar profiles and beam diameters. The profile received after LBS-300HP-NIR attenuation is much clearer due to fewer optical surfaces in the beam path.
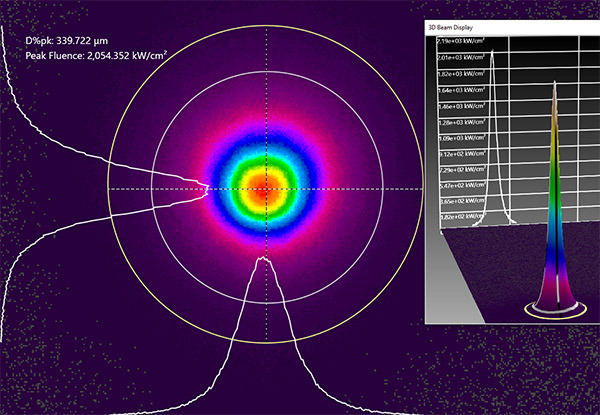
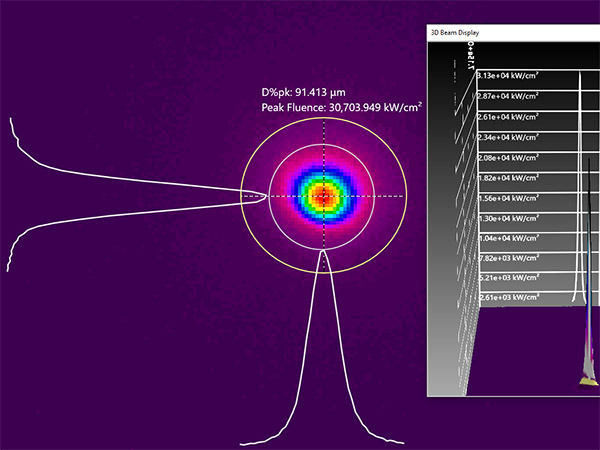
High Power Density Measurements
Power density measurements were performed using a focused beam of single mode 1 kW Fiber laser. The 1 kW beam was focused to 340 μm and 91 μm, resulting in 2 MW/cm2 and up to 30 MW/cm2 power density beam sample equivalent on the camera CCD.
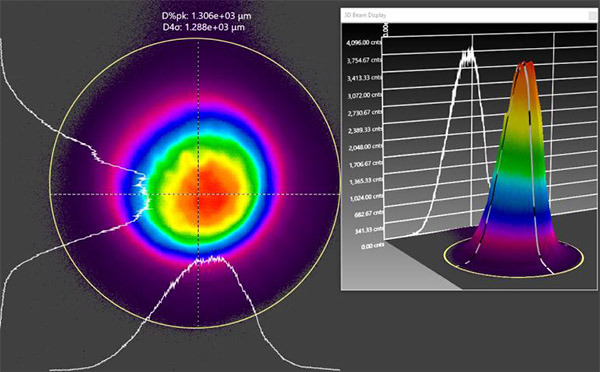
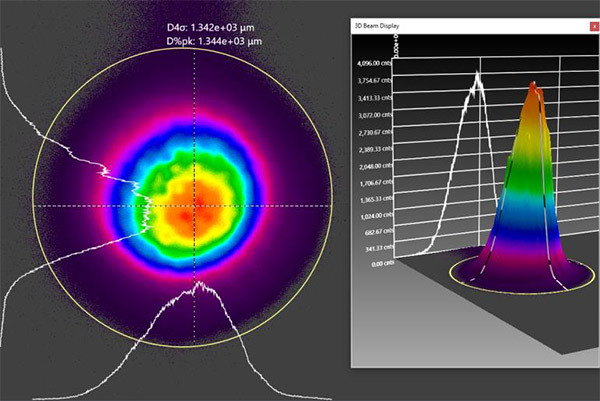
High Power Measurement
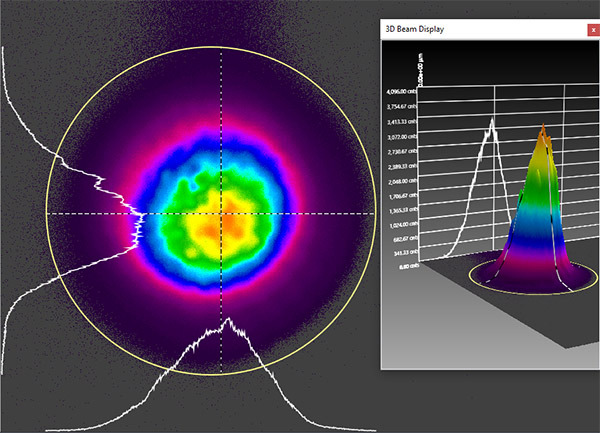
In order to evaluate the attenuation characteristics of the LBS-300HP-NIR with a high power laser, a beam profile of multi-mode 5KW collimated laser was measured. The resulting profiles show similar beam profiles at different laser powers.
Thermal Tests
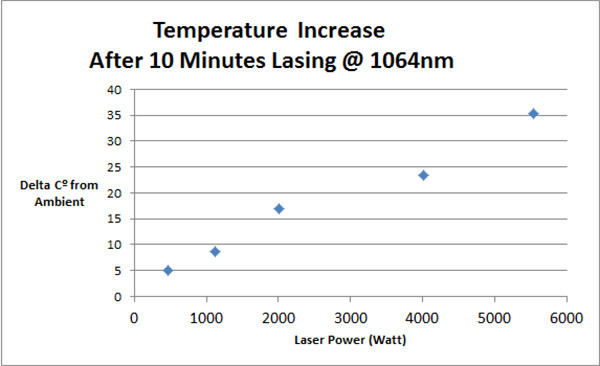
Due to high power laser irradiation through UVFS wedges, the LBS-300HP-NIR assembly temperature may increase. A thermal increase after 10 minutes of irradiation is shown in Chart 1. For example, at 4kW power the temperature is increased by 23.4˚C.
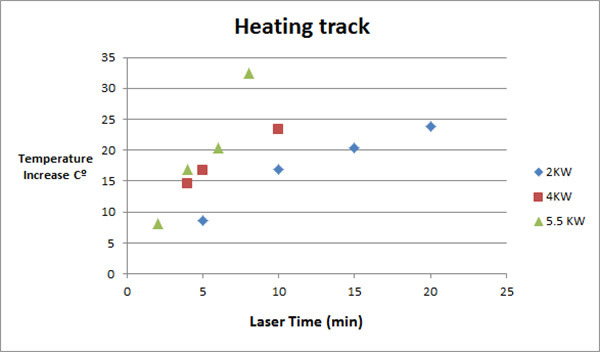
In order to prevent the LBS-300HP-NIR from overheating when using high power lasers, shorter periods of measurements are recommended. Heating behavior vs. time is shown in Chart 2. For example: After 15 minutes of 2kW lasing, the temperature is increased by 20.4˚C.
Active and passive cooling of the LBS-300HP-NIR assembly is also recommended when dealing with long period high power lasing.
Conclusions
The LBS-300HP-NIR enables practical and affordable high-power laser beam profile measurements by providing optical attenuation by a factor of more than 1 million, thus enabling accurate measurement of beam profile, beam diameter, M2 and focal point location.
The LBS-300HP-NIR combined with a beam profiler can be used as stand-alone equipment or integrated in a system or laser work cell.