Lasers and Solar Cell Manufacturing, Scribing of Photovoltaic Materials
Solar technologies use the sun's energy to provide heat, light, hot water, electricity, and even cooling, for homes, businesses, and industry. Despite sunlight's significant potential for supplying energy, solar power provides less than 1% of U.S. energy needs. This percentage is expected to increase with the development of new and more efficient solar technologies.
Author:
Dick Rieley, Sales Manager, Mid Atlantic Region, Ophir-Spiricon LLC
The Green movement is encouraging the use of energy efficient technologies such as solar cells. This technology has been met with resistance due to its slow return on investment. This is coupled with the challenge of the efficiency of the material used. Reducing the cost of manufacturing solar cells is largely influenced by production efficiencies as well as the type of photovoltaic materials used. Manufacturing efficiencies have been addressed through high-speed, nearly fully automated production processes from handling of the panels, deposition of materials, to final packaging. The use of cost effective photovoltaic materials, however, represents a real dilemma. The lower cost deposition materials are less efficient, whereas the higher efficiency materials cost more and can possess carcinogenic elements that are federally controlled.

The solar cell manufacturing community, although addressing more efficient and environmentally safe materials, has concentrated on reducing costs through automated processes. This requires methods that are consistent and reliable. The risk of these operations, however, is that they can produce a large quantity of low cost, high quality material or, just as quickly, they can produce a high volume of substandard panels requiring expensive rework or even scrap.
One aspect of the manufacturing process that is critical is the scribing of the photovoltaic material on the individual cells on the large panels. Lasers have proven to deliver highly reliable, consistent, and predictable production results. In this high speed manufacturing arena, lasers can easily keep up with production, are silent to use, safe to operate, and typically contribute to a clean manufacturing environment. At the same time, lasers offer a level of precision and accuracy unobtainable through other processes.
With all that lasers have to offer and the advantages they can provide, laser beam diagnostics, an essential part of the process, are often overlooked. There are two key diagnostic measurements that are needed to ensure laser consistency from panel to panel:
- Laser beam output power
- Laser beam diagnostic: size, shape, and intensity of the beam
Laser Power
The first measurement is monitoring the output power of the laser using a NIST-calibrated, laser power meter. Regardless of the quality of the laser beam, if the output power is below specification, the scribing process will be rejected. As most laser scribers operate at KHz rates, measuring average power is sufficient.

The laser power detector should have an active area twice the size of the laser beam, with a dynamic measurement range from 100mW to 100W. A sensor of this type should offer a damage threshold of at least 20kw/cm² to allow for the power measurement of a 1mm beam diameter. This type of sensor should also have NIST calibration at the specific operational wavelength of the process – typically 1064nm, or 532nm.
Laser power, when measured on a regular basis, will provide a benchmark of process stability and uniformity. There are several components in a laser system that can affect the output power: laser power supply, optical or fiber couplings, as well as protective cover glass in the optical head assembly. If the power supply should malfunction, or if the optical delivery system should become misaligned, or if residue from the scribing process coats the final cover glass, the amount of delivered power to the scribing point will drop and not meet specification. Talking power measurements on a regular basis is essential to maintaining a controlled process.
When a laser power meter is tied into the manufacturing laser console using a USB connection, automatic and periodic measurements can be taken with pass/fail criteria established for immediate notification of a measurement out of specification.
Laser Beam Diagnostics
Along with laser power, the spatial information of the laser beam is equally important to measure and control. Laser beam diagnostics typically involve three measurements; laser beam size, shape, and intensity.
In the production of solar cells, the laser beam is used to scribe (ablate) the deposited layers of photovoltaic material down to the base glass, thereby establishing the individual electrical circuit cells on the panel. With a controlled base line of spatial measurements, the process can be controlled without allowing deviations in the laser beam that could otherwise allow residual material in the scribe area to potentially cause an electrical short in the overall panel circuit, resulting in a defective panel. In the production of high efficiency solar panels, the more cells a panel has, the greater the voltage output, and thereby the more value the panel offers. Therefore, maintaining these scribe lines to specification is essential.
The typical measurements that are most informative for process control include:
- The size of the laser beam. The industry standard for beam measurement is 13.5% of Peak (1/e²). This is useful as the calculation is based on the peak of the beam where the process of ablation is performed and less so on the wings of the beam. The beam must possess both the right size and the correct amount of power density to ablate and remove the specialized coating that makes up the solar panel.
- The ellipticity (roundness) of the laser beam. Should the beam’s ellipticity change from round to out-of-round then the ablation pattern will change and the uniformity of the scribe lines will not be consistent, producing out-of-spec panels.
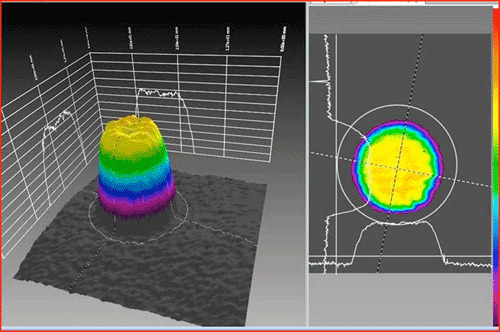
- Shape of the overall beam. This can affect the size and effectiveness of the ablation pattern on the glass panel. The above picture is a 3D / 2D image of a typical “Top Hat Beam” where the energy is uniform across the top portion of the beam pattern. This is quite useful in preparing a uniform scribe of a certain width and depth. Depending upon the process, a Gaussian Beam pattern may be called for, as well. In either case, a beam diagnostic measurement that compares the Top Hat or Gaussian shape to an ideal fit is a very informative value. Tracking these values to monitor change is essential for close and tight control of the solar cell laser process.
The use of a power meter is needed to baseline the laser’s output power. With frequent measurements before and after a process, the laser’s consistency can be established and monitored. As a power meter only measures power, it is not sensitive to the size or shape of the beam – just its power. In the same manner a beam profile camera arrangement can accurately measure the size and shape of the laser beam but does not measure power. So both tools are needed to effectively maintain a controlled laser scribing process.