Intro to Laser Measurement: Laser Profiling 101
Since the late 1950’s, lasers have rapidly evolved from a somewhat simplistic physics laboratory curiosity to a complex, multifunction tool that is a mainstay in many industries and research institutions. Most of us have used laser pointers, played a game of laser tag, or seen lasers used at light shows or concerts. But few people know that lasers are also commonly used for such important applications as communications, navigation, automotive welding and cutting, general industrial, rapid prototyping and additive manufacturing, analytical instruments, aviation and aerospace, military and defense, and medical applications. Lasers have helped science and industry accomplish tasks never previously thought possible. Many of these tasks require ultra-high precision, faster and more efficient cycle times, reproducible results, with overall cost effectiveness, and safety.
Author:
Mark S. Szorik, Pacific Northwest Regional Sales Manager, Ophir Photonics
One of the most common questions I am asked is, “Why do I need a beam profiler and what basic or specific tools and methods do I need to profile my beam?" All industries require specialized tools in order to be efficient and effective; the laser industry is no different. Traditionally, laser operators just verify average power or energy and, if everything is in order, put their laser back into service. This measurement is easily done using a power meter or interface module coupled with a power/energy sensor.
Beyond knowing power or energy, most laser owners and operators have never seen their beam in real time, because most lasers are invisible to the human eye. Users rely on the certification sheet that accompanied their laser when new and assume that the laser will remain stable over time.
Similarly, because many industries are required to produce products and parts with a high degree of precision, traceability records and data must be kept that prove that the process is in control and producing at spec during a manufacturing campaign. In other words, quality and engineering teams need a reliable, accurate, and reproducible method to characterize beam structure, i.e. spacial intensity, 2D and 3D tomography, diameter, centroid location, etc. They realize that variables such as collimation, energy density, beam propagation, and concentration have a profound impact on overall beam quality and process consistency.
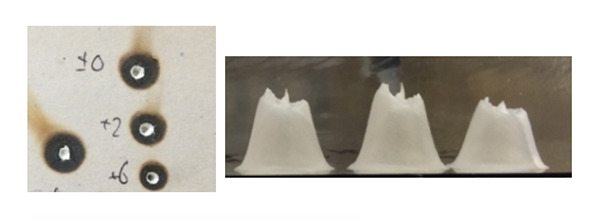
Prior to the advent of digital profiling, if a “laser jock” wanted to know what the beam looked like, they employed a number of different and somewhat primitive techniques, such as burn paper or photographic film, targeted reflections, wooden blocks or tongue depressors, a chunk of drywall, or scrap pieces metal or aluminum. “Sophisticated” operators used acrylic blocks (acrylic mode burns). While these techniques did yield some results, they were subjective and cursory at best. Precision, accuracy, reproducibility, and safety were lacking.
As laser science and photonics has progressed so has the means for improved digital laser profiling techniques and measurement. The intent of this brief is to discuss key considerations and basic steps required to identify and use a camera profiling system (arrayed camera, attenuator, and beam dump). It is important to note that this discussion is by no means all-inclusive. There are many different ways to profile a beam. However, the profiling system described here is a suitable and effective way to obtain high precision quantitative and qualitative data, which when properly used (below 400 Watts) can assist a laser operator in characterizing and optimizing their laser system with precision, accuracy, reproducibility and safety.
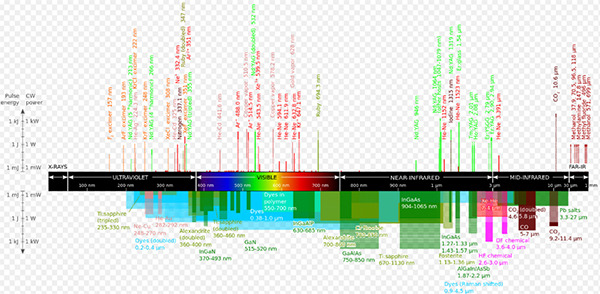
There are many different lasers in use today that cover the entire electromagnetic spectrum, ultraviolet to beyond far infrared.
Unfortunately, profiling technology has not advanced to the point that a laser operator or researcher can solely rely on one profiling tool or system to measure every type or power of laser. To date, a one size fits all solution, method, or application has not been developed or commercialized. With this in mind, let's look at the basic steps required to identify what is considered a standard or common profiling set-up. The first order of business is to select the appropriate camera for the job and this is best accomplished by addressing the following questions.
Question 1 - Wavelength
What specific wavelength or spectral response do you want to measure? Laser wavelength(s) can range from approximately 157 nm in the Ultraviolet to 1mm and beyond in the Far-IR. Most detectors used in camera and slit profilers only cover a narrow specific range within this spectrum. Detectors are typically made of Silicon, Germanium, InGaAs, pyroelectric, single element or multiplexed array, CCD, CMOS, etc. Most of these detectors are available with different size active areas and pixel spacing, the degree of which will dictate resolution, cost, and accuracy. As stated previously. there is not a one size fits all detector.
Question 2 – Average Power
In most cases, the entire laser beam will be impinging on or interacting with the surface of the cameras detector. It is important to know in advance what the average power of the laser being evaluated is as this information is used to determine what level of attenuation will be required to protect the camera array or detector element. Most cameras require some degree of attenuation regardless of detector type. Scanning slit profilers can be the exception, depending on the combination of focus spot size and average power, as the rotating slit provides a “natural” level of attenuation. If additional attenuation is needed, this can be accomplished with either a beam splitter(s) or other filter components.
Non-contact pass-through focus spot and position camera systems have recently been developed which use the principle of Rayleigh scattering which allow operators to profile their beams without external attenuation.
Question 3 – Beam Size
Both collimated and focused spot sizes need to be known as these dictate what size detector (active area) will be required. Profiling can be done on most beam sizes and shapes with and without additional optical enhancement or manipulation. Most Ophir-Spiricon arrayed cameras can image a beam as small as 40 microns, while a rotating slit profiler can accommodate beams between 7 microns to 6 mm. Some detectors are large enough to profile beams as large as 24 x 35 mm (Ophir- Spiricon L11059 camera).
Question 4 – CW or Pulsed
A single element or multiplexed array camera can effectively be used to profile either a CW or pulsed laser source. If a laser is pulsed it may be necessary to sync the camera to the laser to acquire a stable beam profile. This is easily accomplished by the use of either an optical trigger or trigger cable input up to the repetition rate of the camera. The scanning slit profiler needs to have a repetition rate above 10khz to get a stable profile. Focused spots may need repetition rates approaching several hundred kHZ for the scanning slit devices.
BeamGage® software and cameras have a built in video trigger that allow you to capture pulses that exceed a pre-selected threshold up to several hertz. Cameras have a set frame rate and any beams sampled above that rate will be averaging a series of pulses.
Let’s Profile
So now let's profile a laser with the following parameters:
- Wavelength = 1064 nm
- Average Power = 40 Watts
- Collimated Spot Size = 2 mm
- Focus Spot = 200 microns
- CW or Pulsed = Continuous Wave
Proposed Method:
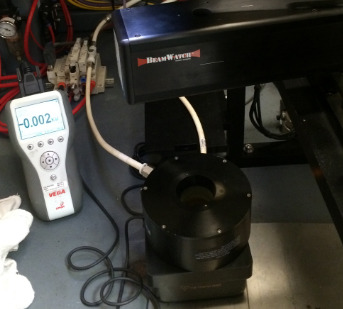
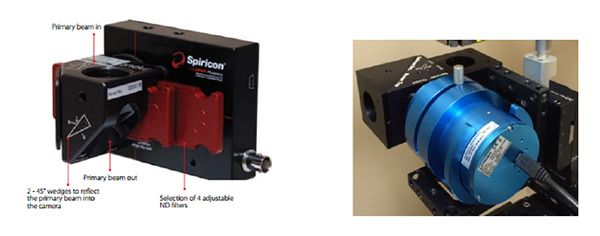
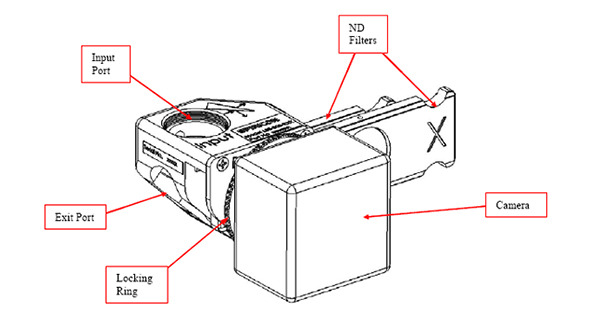
Ophir-Spiricon SP Series USB camera, LBS-300s-NIR Beam Splitter, StarBright power meter and a 50(150)A-BB-26 general purpose power sensor.
Step 1 – Camera Selection
A laser with a wavelength of 1064 nm can be imaged with either a USB Silicon CCD camera (SP Series) or rotating slit profiler (NanoScan Pyro/9/5). For the best image resolution, the recommendation would be the USB SP camera. To evaluate the focus spot the NanoScan Pyro/9/5 would be the best solution.
Step 2 - Attenuation
What does attenuation mean in the context of profiling? Attenuation is a means of redirecting or filtering out a lasers overall energy intensity prior to the beam impinging on the imaging detector. Depending on the laser and its end application, average and peak power levels can range anywhere between the pico watt level to well beyond the multi-kilowatts level. So attenuation is very critical to help ensure that a laser’s energy is reduced to a safe and manageable level before the beam impinges on or encounters the camera detector or detector array.
The degree of attenuation varies depending on the camera and method being used, i.e., camera array, slit, etc., as well as the detector robustness. For most detectors the power level needs to be somewhere at or below the milliwatt range. Pyrocams and rotating slit profilers can accommodate much higher levels. The most common way to effectively attenuate a laser beam is with the use of a beam splitter(s), neutral density (ND) or metalized Inconel filters, or a combination of these.
Step 3 – Power/Energy Readings and Waste Beam Management
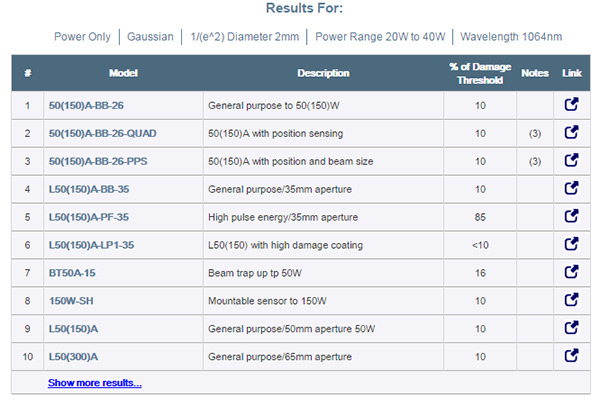
In this instance, we are using a LBS-300-NIR beam splitter to attenuate the beam. The LBS-300-NIR is designed to redirect or dump greater than 99% of the laser energy passing through it. Since the by-passed laser energy tends to be quite concentrated, a means of dealing with the waste beam is required. There are many methods available. Some operators use a piece of scrap metal while others use a power/energy sensor, i.e., 50(150)A-BB-26 general purpose power sensor. The preferred method is to use a power/ energy sensor coupled with either a power meter or interface module; this information can then be correlated in real time directly to the tomographic profiling image. There many different models of power meters and interface modules available with various features as well as many different types and sizes of power/energy sensor heads to accommodate all types and sizes of lasers. The Ophir-Spiricon Sensor Finder Tool will help identify the best sensor for a given application.
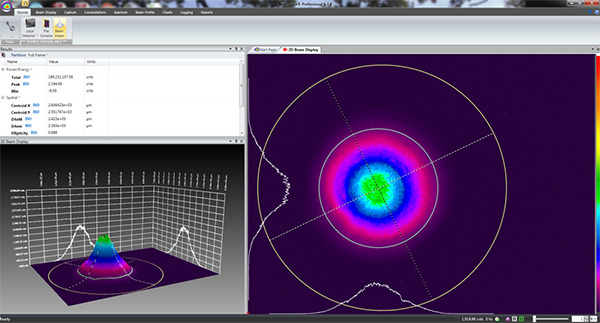
Step 4 – Data Analysis
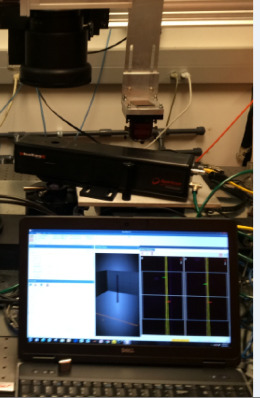
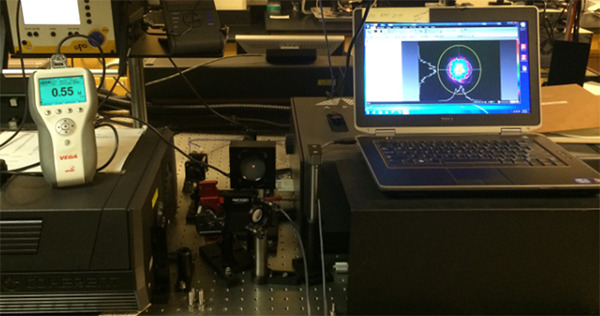
All Ophir-Spiricon profiling systems come as a system and are bundled with the appropriate software, in this case BeamGage® (arrayed camera) or NanoScan (slit profiler).
BeamGage was specifically developed to address the profiling needs of all research and industry user groups. This software is easy to use with customizable features that help assist the end user in gathering critical data in real time.
The most common measurements tend to be diameter, ellipticity, centroid location, pointing stability, and divergence. There are many more to choose from. One of the key features not found in our competitor’s software products is the Ultracal® algorithm which, when used properly, increases measurement accuracy by eliminating background signal interference. BeamGage also includes a broad based statistical analysis tool set, as well as, an embedded BeamMaker beam simulator program which allows the user to practice using the program without being on an active laser source.
Do you need to profile? The answer is yes. The marketplace will continue to insist on higher and higher levels of precision and perfection; having the right tools to maintain proper control and understand a given process, its variabilities and nuances will be paramount. Using the correct profiling tools will help monitor and measure the effects of subcomponent degradation and laser pointing instabilities. Understanding modal pattern variations, alignment and misalignment of optics, etc., will be easy to detect and negate.
Ophir Photonics is a world leader in providing these tools. Contact your Ophir Field Representative for more assistance and a free on-site demonstration.