Laser Measurements in Materials Processing: How and When They Absolutely, Positively Must Be Made
19th century British physicist and engineer William Thomson, 1st Baron Kelvin, was the first to say, "If you can't measure it, you can't improve it." When applying this principle to improving laser-based processes, there are a variety of parameters that must be measured. Given the continuously rising power of laser systems in material processing, the requirements for measurement systems are more challenging than ever. Which technologies are available to measure high-power lasers? How often should they be measured? What measurements should be tracked? When this data is collected, what should be done with it?
Author:
Kevin Kirkham and Christian Dini, Ophir
As lasers are being developed, laser manufacturers take measurements to understand how changes in the design affect performance. This data is (or should be) also referred to several times over the life of the laser. When a laser is ready to be used for its designed purpose, the way that the laser light is applied to the material being processed is usually measured as a function of power density (known as energy density when discussing pulsed lasers, but the concept is the same.)
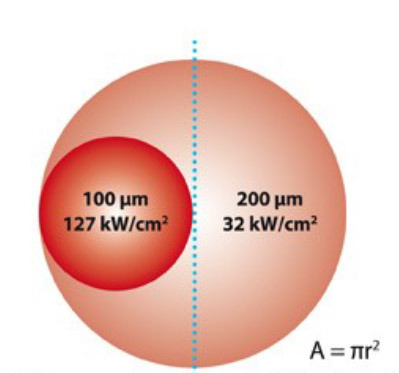
Laser power and beam size can change over time due to reasons mostly related to the second law of thermodynamics. When either laser power changes or the beam size changes, the new power density affects the way that the laser light interacts with the material being processed (see fig. 1). And when the power density changes, the laser system is no longer processing the material as it was designed. Once the laser system is ready to be applied, there are five times in the lifecycle of a laser system where the collection and application of laser performance measurement data are critical to the expected outcome of the process.
Lifecycle – Step 1: Application Development
Engineering the laser application can sometimes be a long, involved process. There are many laser parameters that can be changed to affect the way that the laser light interacts with material. It comes down to how much laser light is being applied and how large the beam size is at the point of processing. Measurements required include focal spot size, spot size location, as well as the beam profile and the beam caustic, to name just a few. When discussing pulsed laser applications, it is also important to understand, through measurement, the shape of each pulse and the duration of each pulse, as these parameters will also affect the outcome of the process.
The measurement of laser performance at this stage of the laser's life cycle is important as the precise implementation of the key performance parameters defines the productivity of its laser system. Additionally, these measurements will serve as a benchmark against which subsequent performance can be measured in the event that the end user's laser loses efficiency over time.
Lifecycle – Step 2: Laser Source Integration
Development of the laser application is typically performed with an efficient, optimized laser system in a lab setting. Once the application is developed, the parameters are transferred to another identical or similar laser that will be integrated into the end user's system. Even though these two lasers may be of the same make and model, they are two different lasers, comprised of two different sets of components. The only way these variables can be managed is through a comparison of the measurements between the two systems to ensure that the output power, the size of the beam, and the shape of the beam are the same.
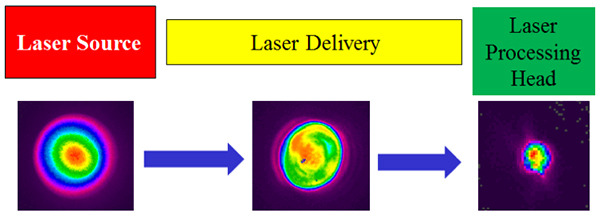
Lifecycle – Step 3: System Runoff, Delivery, & Movement
Transfer of the laser from the OEM or integrator to the end user is often a daunting series of tasks. The general purpose of this step is to prove to the customer that the laser system is operating as designed. Since these laser systems are usually considered a significant investment, there are several criteria that need to be met before the system is accepted. Measuring the laser and comparing these measurements to the measurements taken during the application development phase will validate the system and prove to the customer that the laser source and the system in which it is integrated into will perform as designed. This process of acceptance often takes place after the system has been installed at the customer's facility.
Finally, any time that the laser system is moved from one place to another by the end user, there is usually disassembly and reassembly required. This too can affect system integrity, as it did during system delivery. It is highly recommended that measurements be taken on the laser system both before and after the movement of the system, to verify that its performance is consistent after its move.
Lifecycle – Step 4: Periodic Measurements During Productive Use
Once the laser application has been developed, built and delivered, and employed in production, even if laser measurements have been taken all along the way, the system is not in the clear. At this longest stage of the laser's life is where the second law of thermodynamics has the most effect. At some point in this laser system's life, one or more of its components are going to degrade. It may be quick or it may take months or even years, but something will go wrong with the system because physical decomposition is inevitable.
There are many causes of failure in laser system components. Most of the time, the cause can be traced back to the harsh environments in which many of these systems operate. Industrial lasers which process material, for example cutting, drilling, and welding, produce a significant amount of debris during the process. This process debris, if not maintained properly, can cause severe damage to the laser components closest to the process, such as the protective cover glass, beam path bellows, and even optics or mirrors, in severe cases. Another source of problems with component degradation is the laser itself. Some wavelengths of light are very hard on system components; resulting in the need to constantly monitor system efficiency. UV wavelengths are notorious for damaging optics and optical coatings. High peak power and high-power densities can cause localized heating that may play havoc with beam delivery and focusing optics.
No matter how the laser is used, measuring its performance is crucial at this stage of the laser's life. The degradation of laser systems components will ultimately result in a reduction in system efficiency. Laser power will likely decrease over time because laser optics and mirrors gradually absorb more laser light. And because of the thermal effects that this absorption results in, the laser's optics will slightly change shape and the focused spot will experience changes in size or location with respect to the process (known as "focus shift"). Reduction in laser power in conjunction with inconsistencies in laser spot size reduces power density. If the laser parameters are not measured on a regular basis, product quality will deteriorate without being detected.
Lifecycle – Step 5: Preventative & Corrective Maintenance
Keeping the laser system operating at the designed performance level can only be achieved through a comprehensive maintenance routine, with a goal of protecting the laser, one of the company's most valuable investments. It is a recommended practice that during preventative maintenance routines, measurements are taken both before and after the maintenance to validate that the system is once again operating at an efficient state.
Even well-maintained systems can experience catastrophic failure of one or more of the systems components. The sources of failure include faulty components, components installed incorrectly, improper operation of the laser system, and more. The overall failure of this complex system may or may not be a problem with the laser. If the cause of the failure is unknown, this is where the measurement of the laser (if the laser can be operated) is vital to the troubleshooting process. However, if the cause of the failure is known to be a problem with the laser source, the measurement of the laser can usually very quickly reveal the problem with the laser.
Measurement Options
Depending on the individual applications and the parts being produced, not every user needs to measure a whole set of laser parameters. For an end user, it might well be sufficient to regularly measure laser power or laser energy in some material processing applications. Those measurements can be performed with Ophir standard or OEM sensors by using a computer interface or a power meter, such as the Ophir Centauri.
For use in automated manufacturing lines, Ophir developed its HELIOS measurement system. This laser power meter detects laser powers of up to 12 kW in just a few seconds without requiring any cooling. Due to its compact, robust housing and an automated shutter, it can be used even in harsh production environments. Helios offers Profinet or RS232 interfaces and can thus be connected directly to any production network.
You need to be aware of one thing: A power meter is akin to the clock on a racetrack. It tells you how fast you ran, and maybe you were slow, but it won't tell you why. It is the same with laser beams; many more parameters than just power or energy play a role, such as power distribution, power density, or focal shift. To find out those parameters, you need beam profiling. Measurement is performed by camera-based technologies using conventional CCD or CMOS cameras that are intelligently combined with optical components and powerful software.
Ophir just recently introduced the LBS-300-HP-NIR attenuator, a new beam splitter that allows, for the first time, the measurement of focused or collimated laser beam profiles in the NIR range (appr. 1064 nm) with a power density of up to 15 MW/cm2. But there is still one issue with high power laser measurement: repeatability.
Repeatability of Measurements
As described before, there are many ways to measure laser beam parameters, depending on the application and the type of laser used. Looking at those five stages where laser measurement is crucial in the lifetime of a laser in material processing, it becomes obvious that reliability and repeatability of the measurements play a key role in the process. This is getting even more sophisticated with the increase of laser power in material processing. Ophir has tackled the task and developed a non-contact measurement technology based on the Rayleigh scattering. The technology used in the BeamWatch laser beam profilers enables the measurement of high-power beams without ever touching the laser beam. This provides four major advantages:
Due to its non-contact nature, there is no practical upper power limit for laser that can be measured with this technique. Rayleigh scatter is proportional to the inverse square of its wavelength, so that while it is possible to measure the scatter from 1030 – 1080 nm sources, visible and UV sources provide many orders of magnitude more available signal. No moving parts and no direct interface to the laser beam equates to simplified preventative maintenance and no wear on beam attenuation optics. Simplicity of the measurement setup will improve data integrity and comparability of data taken by different persons at different times or locations at all stages of laser lifecycle.As the key beam parameters are measured in real-time, measurements – even in production environments – can be taken on a regular basis. This led to another version of the Ophir BeamWatch system: In order to meet the needs of automated manufacturing processes Ophir developed BeamWatch Integrated. In addition to contactless measuring, BeamWatch Integrated can be integrated into production networks and automated manufacturing lines. The system provides an optimized design, a built-in power meter, and various interfaces for direct transfer of the measurement data to production networks.
Conclusion
Measuring laser beams in materials processing is beyond question: It is absolutely essential to measure power, energy, and/or beam profile along the entire value chain, starting with the laser source manufacturer through to the end user of the laser system. Ophir offers various methods to reliably ensure laser quality within the whole lifecycle of the laser.