How to Make Laser Welding and Cutting Affordable and Sustainable
As production supply chains become ever more complex, turnaround times for vendor parts become increasingly shorter for manufacturers. And nobody with a just-in-time production line can afford quality problems with individual components! Numerous recalls in the automobile industry show the often fatal consequences when defects are identified too late. Automated measurement of important parameters in the production context improve quality and ensure transparent processes; this also applies to laser welding and cutting. Heretofore, analyzing a high-power laser beam was both time consuming and costly, and it was complicated to integrate this functionality into the production process. Now, Ophir has developed a contactless measurement method that makes it possible to automate the testing of a focused laser beam.
Author:
Christian Dini, Director Business Development Ophir
Quality control lags behind laser technology
If the cause for a component failure cannot be traced back to design error, then it must be due to quality problems in the production process. Here, one quickly runs into a paradox in manufacturing: companies often employ innovative manufacturing technologies that promise – and usually deliver – higher overall product quality. However, these new systems are either too rarely tested or only using outdated measurement techniques. So, back to our laser technology example: with more and more powerful cutting and welding equipment to be found on today's production lines, are these processes being monitored with the most modern technology? Suitable measurement methods are usually used only in the development and manufacturing of the laser system itself, which consists of laser source, beam steering and beamforming, as well as the motion system. After commissioning, however, many plant operators rely on experience and all kinds of time-consuming empirical methods that leave much to interpretation. The consequence? Laser systems are often not even checked once a week for beam quality. Considering that, in the automotive industry, every 30 seconds a new vehicle rolls off the production line, it is easy to see the potential for disaster inherent in such infrequent monitoring. However, testing of the manufactured components is not a real option. Welded parts can only truly be checked against specifications using elaborate methods. A weld seam requires either a destructive material test or an ultrasound inspection. Because both are time and resource-intensive processes, this leads to calling for longer inspection intervals; in any event, it is prohibitive to examine each and every component. This is why it is crucial to ensure preventively that the focused laser beam meets requirements.
Higher laser quality equals higher process quality
Especially in industrial laser processes where tight tolerances must be observed, it is only possible to get real information about the quality of the laser beam by taking a measurement of its profile. For one, the various materials of the laser source and beam guidance equipment are subject to thermal changes. Furthermore, many manufacturing processes emit particles or vapors that contaminate the optics, despite protective gases and baffles that redirect exhaust streams away from the optics.
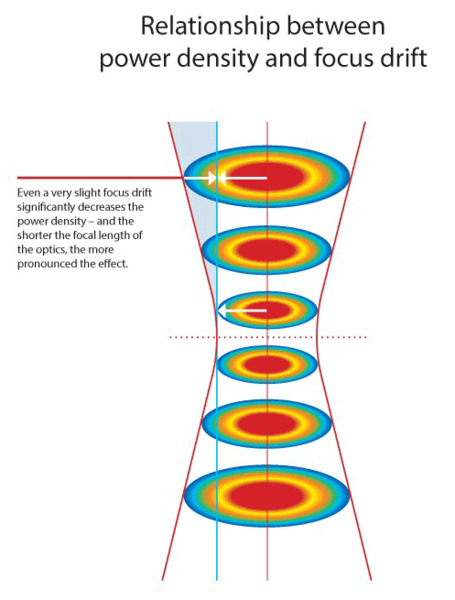
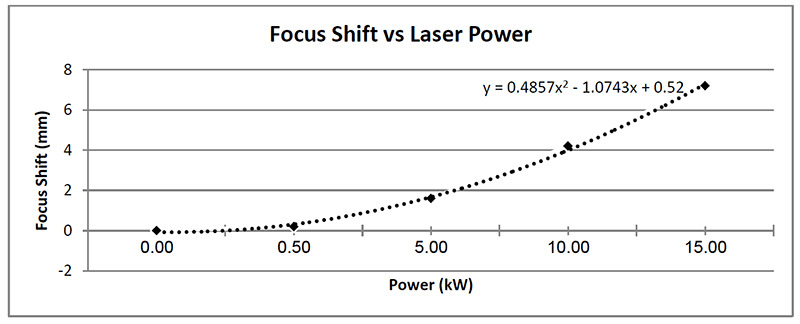
The result: the optical properties of the laser system deteriorate, leading to reduced efficiency over time. In order to maintain high quality in your processes, it is necessary to continuously monitor such parameters as the position of the focus and/or potential shifts due to age, soiling or temperature, as well as the laser's M2 quality score and power density. But how can one measure a focused laser beam with huge power density without doing damage to – or destroying – the gauge?
Rayleigh scattering for contactless measurement
The developers at Ophir have designed a new, contactless measuring method based on the Rayleigh scattering, which describes the scattering of electromagnetic waves by particles that are smaller than the radiation's wavelength, such as oxygen or nitrogen molecules in the air. The electric field of the laser radiation induces an oscillation in the dipole molecule at the laser's frequency, thus leading to elastic scattering at that same frequency. The scattered laser light is imaged from the side using a telecentric lens assembly on a CCD or CMOS camera. Each individual pixel in a single row of the CCD detects the scattered light as a measuring point of intensity in the beam profile. From these measurements, and using a very accurate integrated software, it is possible to calculate beam and beam-quality parameters according to ISO 13694 and ISO 11146 standards, including focus diameter, focus position, divergence, ellipticity, M² (1/k) and beam parameter product (BBP). However, due to the very weak scattered radiation, it is necessary to minimize and control for any secondary light source that could distort or add artifacts to the Rayleigh light. This is achieved through optimal placement of the individual components and light-absorbing materials in the measuring chamber. An air purge system ensures that no foreign particles (such as dust) that could affect the measurement are to be found within the measuring range. Every single row of the CCD delivers an intensity profile. Thus, a typical CCD or CMOS camera with 1090 x 2048 pixels can measure 2048 individual profiles simultaneously.

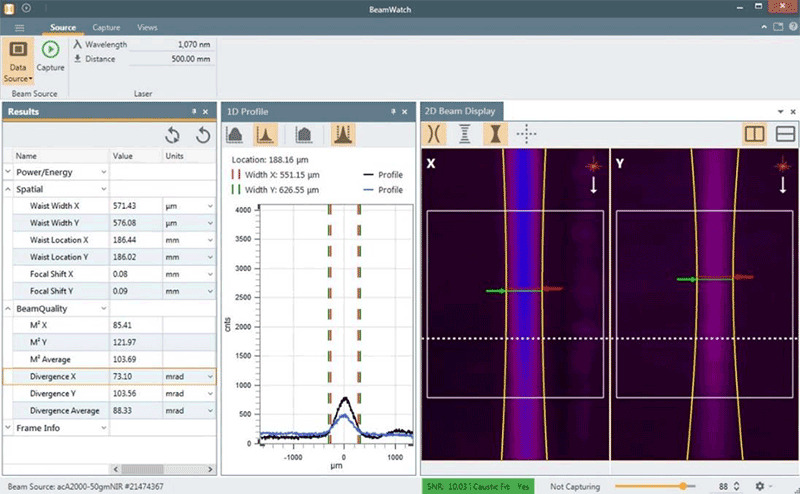
BeamWatch and BeamWatch Integrated
This innovative measuring principle is used in the BeamWatch system from Ophir Spiricon. For automated production, the company also offers BeamWatch Integrated, which besides contactless measuring also allows the system to be integrated into production networks and automated manufacturing lines. In addition to optimized design and a built-in power meter, BeamWatch Integrated has various interfaces for direct transfer of the measurement data to production networks. Both BeamWatch variants are distinguished by their ability to produce an accurate depiction of the beam caustic within fractions of a second, and they can easily and efficiently calculate shifts in focus without touching the laser beam, and thus without influencing either the beam to be measured or the gauge itself.
Assuring sustainable quality
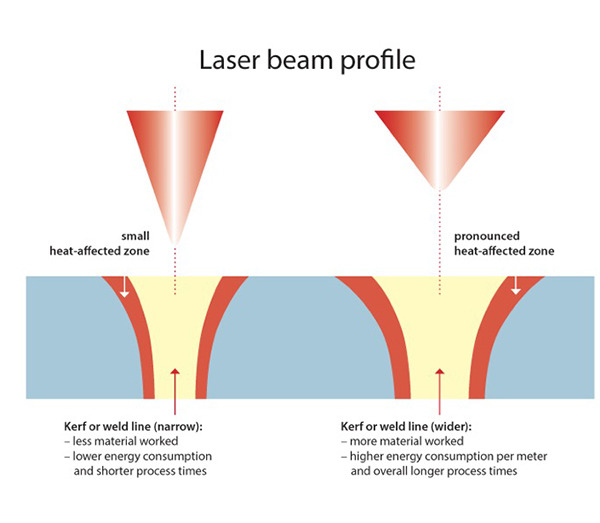
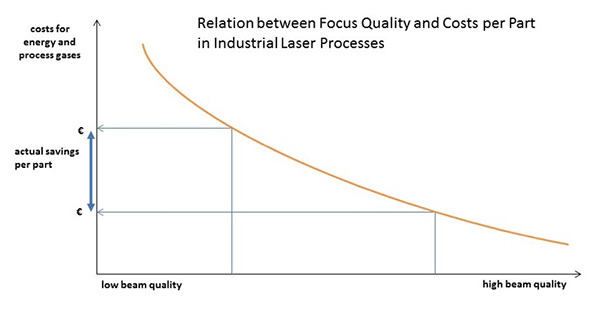
Experience shows: monitoring the laser beam pays! With a relatively small financial commitment, contactless measurement technology can rule out quality problems directly in the manufacturing phase, leveling the path to zero-defect production. Precise weld seams or kerfs are possible at the same or reduced laser power levels and at faster travel speed, therefore generating less-pronounced heat affected zones. The processing time for the particular component is kept at a constant; less process gas is consumed, and rejection rates are lower.
In addition, both BeamWatch and BeamWatch Integrated operate virtually without maintenance, as contactless measurement exerts no wear on the instrument. Plus, in the spirit of Industry 4.0, all parameters can be read out using standard interfaces and – as part of the process monitoring – consistently documented for each individual component, as desired. The short measurement time means that the laser beam can even be checked automatically during the loading / unloading phase. Why should one accept production risks when they can be reliably avoided with so little effort?
This article was published in Applicazioni Laser, Publitec 2017.