Joined Fast Together: e-Mobility and Laser Welding in Automotive Production
Germany is said to be an automotive nation, but who can say whether e-mobility will ever establish a foothold here? Championed by politicians, contested by scientists – the future of the automobile is a subject of hot debate in Germany. In the meantime, China is leading the market for electric cars and US start-ups have completely changed the approach for building a car. Wherever the road will lead, one thing is for sure – the latest automotive manufacturing processes and e-mobility technologies are tightly linked to laser welding. This article explores where the challenges lie and why the quality of the laser beam is so important.
Author:
By Christian Dini, Director, Global Business Development, Ophir
Especially in electric cars, weight plays a major role. Although all the components are made to be as lightweight as possible, they still need to possess the required stability. Besides radical new design approaches, like those enabled through additive manufacturing techniques using lasers, the full potential of even traditional construction methods has yet to be exploited. Modern laser welding makes it possible to flexibly set welding spots and seams in automotive constructions. This allows design changes from, say, bolted to welded constructions, which result in considerable reductions in weight and space requirements – at higher strengths. Laser welding also makes it possible to reliably process and join aluminum, high-strength steel, and even new, fiber-reinforced materials.
For example, the production of battery systems for electric vehicles places particularly high demands on laser welding systems. To produce the compact battery packs, the individual cells need to be welded with high-quality welding joints in order to connect them either in series or parallel. The welded electrical contacts connecting the individual cells must be of very high quality, so that they can be configured to the desired operating voltage and capacity. Several battery modules are then combined into a block, which is safely enclosed in a sealed housing.
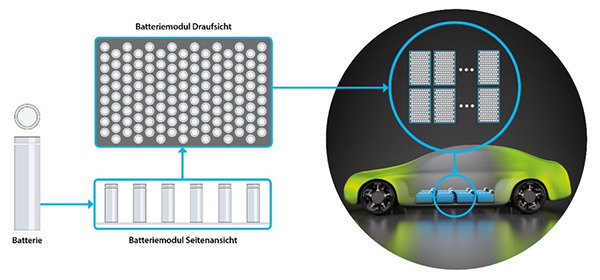
Modern laser systems are used in these applications, as well. All welds must be executed with extreme precision and reliability at all times, because the battery has to withstand extreme stresses – like seasonal temperature fluctuations, vibrations and impacts, or even emergency situations caused by collisions. But: no battery, no mobility! Furthermore, it’s often the most expensive single component in an electric car; to ensure responsible stewardship of the rare earths required to make one, it should remain viable even after its mobile service life has ended, for example as storage for electricity produced by wind or solar systems. Since handling these high-energy accumulators is no trivial matter, it is all the more important to closely monitor each and every process step in their manufacture.
Laser power affects production quality
Regardless of the laser welding process involved, the quality of the weld spots or seams exerts a decisive influence on the safety and reliability of the parts produced, which in turn has a significant impact on the overall quality of the vehicle. But how can the manufacturers and operators of such equipment ensure that the laser systems are working correctly when they’re often incorporated into automated production lines? Anyone who takes for granted that lasers operate without wear and tear must simply accept losses in quality. Especially in production environments, the external influences on laser beam systems must be considered. A first indication of whether a laser system is working exactly can be obtained through power measurements.
Power measurement at the processing level
Lasers with powers in the kilowatt range are frequently used in autobody construction. To measure these lasers quickly and reliably, Ophir, a brand of MKS Instruments, has developed sensors that operate according to the pulsed power method: over a very short exposure time, the L40 sensor measures the energy of the laser beam and, when attached to a compatible assessment and display instrument, calculates the laser power. That means that, for a pulse lasting half a second (as an example), laser powers of up to 10,000 watts can be measured cost-effectively and without requiring any additional cooling on the sensor. This is of particular importance when welding batteries, because it’s essential not to use water cooling. The risks associated with using water in the immediate vicinity of battery production are much too high.

Measurements in automated manufacturing
As soon as a laser is used in a fully automated environment – as is usually the case in automotive production – the requirements on the measurement technology change. In addition to pure power measurement, companies in this industry often require the instrument to be connected to a production data network; they need a compact, robust instrument that can be easily integrated into the fabrication process. Precisely for such applications, Ophir has developed Helios, which is based on the same pulsed power sensor technology.

The power gauge determines power and energy of industrial diodes, fiber or Nd:YAG lasers during a short exposure lasting between 0.1 and 10 seconds; it can calculate the total power up to a maximum of 12 kW or the total energy up to 10 kJ – without requiring air or water cooling. Due to the short measurement time, power measurements can be carried out during the loading and unloading process. Via Profinet, RS232, and USB interfaces, the measured values can be stored for evaluation, as required. As soon as the power of the laser on the machining plane drifts out of tolerance, immediate countermeasures can be taken to ensure production quality.
Beam caustic reveals power density
Knowing the power of the laser at the machining level gives a first indication of whether it’s working within specifications. Details of the focus position – or changes in focus position over time – can only be determined with a device that measures the beam caustic. This is important because the focus position exerts great influence on the power density and, therefore, on the quality of the resultant weld seam.
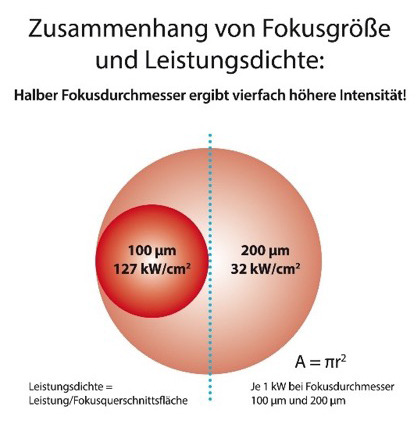
As Figure 4 shows, even a slight shift in focus position causes a significant change in power density. This, in turn, directly influences the quality of the weld seam, which, especially in sensitive welding processes, means that only very narrow tolerances can be permitted for changes in power density. Here, too, the crux of the issue is the high power. For this purpose, Ophir has developed a non-contact measurement method based on Rayleigh scattering, which describes the scattering of electromagnetic waves by particles that are smaller than the radiation's wavelength, such as oxygen or nitrogen molecules in the air. The electric field of the laser radiation induces an oscillation in the dipole molecule at the laser's frequency, leading to elastic scattering at that same frequency. The scattered laser light is imaged from the side using a telecentric lens assembly on a CCD or CMOS camera. Each individual pixel in a single line of the CCD camera detects the scattered light as a measuring point of intensity in the beam profile. From these measurements, and using an integrated software with high accuracy, it’s possible to calculate beam and beam-quality parameters according to ISO 13694 and ISO 11146 standards, including focus diameter, focus position, divergence, ellipticity, M² (1/k), and beam parameter product (BBP). Since the systems of the BeamWatch® product line are based on this measuring principle, they allow for real-time monitoring of the beam caustic. In this way, changes in the focus are made visible. As a plus, the lightweight and mobile measuring devices of the BeamWatch series can be easily transported, if required.
Ophir developed BeamWatch Integrated for use in automated manufacturing processes,. This measurement device combines the aforementioned power measurements with BeamWatch functionality and adds several interfaces that enable the integration in smart factory surroundings.

Summary
Which measuring method is best for a particular application is really an individual choice. Often, only a test measurement can provide a true basis for the decision. This applies to the laser welding processes used both in traditional automotive engineering and in the production of lightweight car bodies for electric vehicles. But one thing remains clear – just-in-time series production of battery packs poses new challenges for measurement technology. Not only are the battery units the central and most expensive part of any electric vehicle, their quality has a decisive effect on safety. Given that such batteries can contain up to several thousand welded joints, for manufacturers it’s well worth continuously monitoring the reliability of the production process in order to ensure long-term quality – especially when you consider how many individual connections there are in a battery pack with thousands of individual cells.