White Paper – Keeping Your Additive Manufacturing Laser in Spec
There is little debate about how Additive Manufacturing is adding benefits and changing the face of manufacturing in our modern age. Additive Manufacturing allows for the manufacturing of more customized parts, using more specialized materials, and will eventually create a more localized, rapid, and agile distribution network than what have been used to.
Author:
John McCauley, Key Automotive Accounts Manager, Ophir Products
Use of the technology associated with Additive Manufacturing does not come without challenges. The investment into Additive Manufacturing is largely placed on the front end of the process, into the equipment and the processing, creating concerns about protecting intellectual property. Additive Manufacturing is still very labor intensive. Also, we still have a way to go for Additive Manufacturing to able to produce parts at production level quantities; that means parts are relatively expensive at this stage. However, with the advancement of this amazing technology, these hurdles are quickly being jumped.
Understanding the Additive Manufacturing Laser
Among hundreds of variables that are associated with an Additive Manufacturing process are the many variables associated with the laser that is used within the system. These lasers are relatively higher in average power, which brings its own unique set of challenges. The laser can be split into multiple beams, steered by galvanometer mirror systems, and travel through several transmissive optics before reaching the process. Managing the variables associated with the laser and the laser beam can be challenging.
There are many characteristics of the laser's performance that can be measured. These measurements are important at different stages of the laser's life cycle.
- Output laser power is important to understand at all stages – laser source development, laser source integration, and at the production stage, both while the laser is used for active production and during maintenance activities. Some systems will measure, sometimes in real-time, the power of the laser by measuring a portion of the system. This is important information to have, but the measurement of laser power at the work site is the most important to know since it has a direct correlation to the process.
- The beam profile is an extremely important measurement of the laser's focused spot. It is important to understand because it also directly affects the process. It shows the beam size and shape at focus and how the energy is distributed across the beam.
- There are also other measurements that are made by analyzing the laser caustic — the area around the laser's focused spot where the laser is used to process material — such as M², BPP, and Rayleigh Length. These measurements are usually taken and analyzed during laser source development and when the laser is integrated into a system.
- Finally, measuring and understanding the phenomenon known as Focus Shift is important. Focus Shift happens when thermal effects on the components of the laser system cause these components to change shape and, as a result, the location of the laser's focused spot to move, usually toward the laser system. When the beam size changes at the process, this effects the way the laser interacts with the process.
Power Density's Role in Laser Processing
During production, when the laser is applied to the process, the single, most important laser performance parameter is Power Density. Power Density is expressed in watts per centimeter squared (W/cm2) and is the amount of average laser power concentrated into its focused spot. Measuring the Power Density consists of a measure of the laser's average power and of the laser's beam size at the process.
Power Density can be affected by several things, but the most common contributors to changes in laser Power Density are thermal effects on the laser system. This can cause Focus Shift. When Focus Shift occurs, the beam size increases at the process, causing the overall Power Density (assuming a constant laser power) to decrease. When this Power Density changes, the way that the laser interacts with the processed material is different from what it was designed to do. For example, unlikely increases in Power Density will cause premature melting of powder used in Additive Manufacturing processes. Inversely, decreases in Power Density at the work site will result in lack of bonding of the powder being used.
Analysis of Laser Measurement Techniques
Over the years, there have been many different techniques used to measure laser performance. In the past, measuring laser power was usually accomplished by heating a thermopile element and obtaining a temperature that would correlate to laser power.
There are several ways to measure the shape of the laser beam. Acrylic blocks can show beam shape and size. Thermal paper can also indicate the size of the raw beam and some profile information. Illuminating a phosphor-coated plate with a UV light can show you real-time laser behavior and raw beam size. All of these techniques are still used today because they are simple and inexpensive to perform. But they don't fully and objectively analyze what's really going on with the laser, what we refer to as the laser's personality.
Technology developments have vastly improved the techniques available for measuring and analyzing laser characteristics.
- Output laser power and pulse energy measurements can be taken real-time and for very long durations so that a more realistic representation of how the laser is acting while processing material can be gathered.
- Cameras which are used in conjunction with sampling optics can image the size and shape of a laser, even at focus, to show real-time behavior of the laser at a work site.
- Recent developments in optical coatings can allow for lower sampling rates to allow for the measurement of higher-power lasers in camera-based beam profiling systems. This allows a user to view the focused spot characteristics of a laser for very high-power lasers for several seconds without any thermal effects on the beam profiling system.
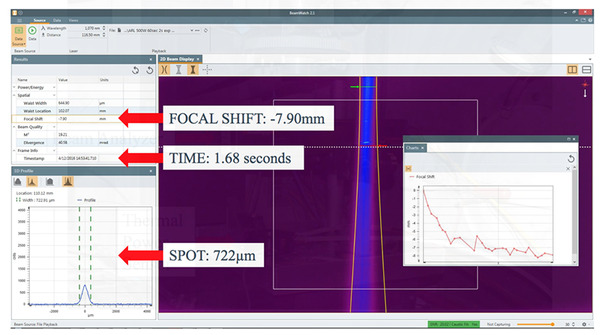
- Rayleigh Scattering beam profiling systems, such as the Ophir BeamWatch system, view and analyze the caustic of multi-kilowatt lasers without coming in contact with the laser. These beam profilers analyze the size and real-time location of the laser's focused spot as well as caustic measurements such as Rayleigh Length, M2, BPP, and other measurements.
There are pros and cons to the different laser measurement techniques. Legacy techniques are simple to use and relatively inexpensive. They can give a laser technician an indication of how the laser is performing at a definite period of time, usually right at beam-on. However, these techniques provide results that are usually subject to the experience of the technician and without any industry standards applied. And, since they only usually provide single data points, a user cannot fully see how the laser is performing over longer periods of time, which is very useful information in material processing applications.
Modern day performance measurement techniques are usually more expensive, larger to travel with, and more complex to use. But the data and analysis that these systems provide are more realistic with respect to how the laser is processing material, as they give multiple, time-based data points. This allows the laser technician to view trending data, both in relatively short and long periods of time.
In the age of Industry 4.0, manufacturers are coming to realize the importance and relevance of gathering and analyzing data on their machines. Historically, this information was used to either manage input parameters to improve upon an existing process going forward, or to apply to maintenance practices on the machine. With the advent of "smart machines," this data is gathered and analyzed closer to real-time to improve the process as it is happening. In-situ measurement and analysis of the laser system can be a valuable part of this technology. However, analysis of the laser "in process" is not a complete indication of how the laser is interacting with the process since it only measures a portion of the entire system. Laser power can be measured accurately, but the measurement of Focus Shift (beam size at the process) simply cannot be measured and managed very well with traditional techniques.
On the other hand, measurement of the entire laser system (what is often called "at process" analysis) gives the laser user a more accurate indication of how the laser processes the material. Taking these measurements must be performed between production runs and is often perceived as being time-consuming and difficult to analyze; as a result, it is often not considered as an option. But recent advancements in laser performance measurement and analysis technologies have resulted in tools that are relatively simple to use, giving the laser user laser-performance analysis that can be easily correlated to how the laser applies to the process.
Automotive Case Study 1
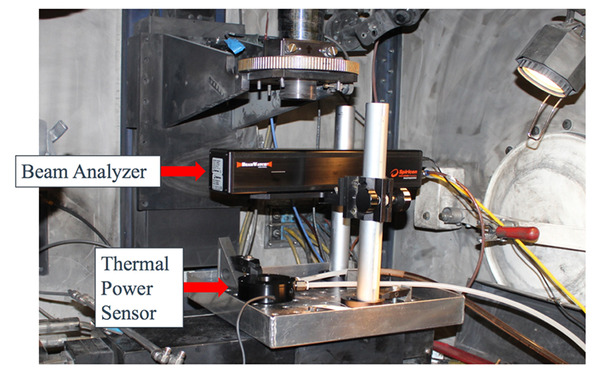
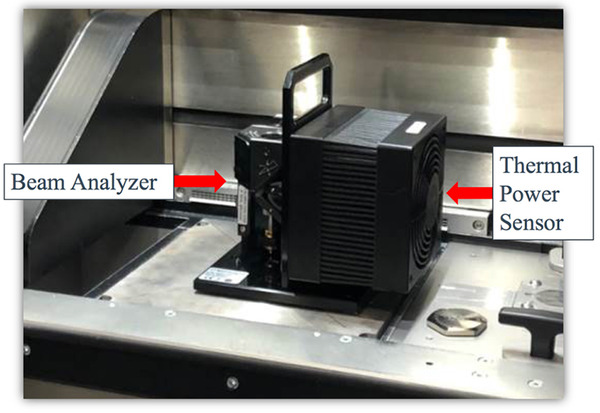
Laser performance analysis systems are being used to solve very real problems that are happening with the lasers inside of additive manufacturing systems. The first case involves an Additive System building parts using a powder spray system in conjunction with a laser. The laser was a 500 W fiber laser source coupled with a direct metal deposition head focusing the laser with a 160 mm lens. An Ophir 1000 W water-cooled thermopile sensor coupled with an Ophir Vega meter was used to measure output power at the work site. Laser power was measured to be stable at both 250 W and 500 W. The location of the focused spot was then measured using the Ophir BeamWatch system. The Focus Shift measurement was about 12.3 mm within approximately 10 seconds of beam on time. This resulted in an increase of the beam size at the process which caused an overall decrease of the power density. Material was not being joined properly just a few seconds into the process. When troubleshooting the system, the culprit was an optic that had been neglected and was dirty. A 10-minute cleaning of the optic removed the focus shift from the system and brought the process back to a normal state.
Automotive Case Study 2
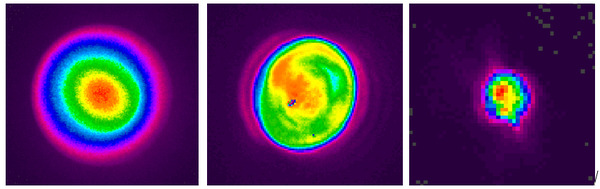
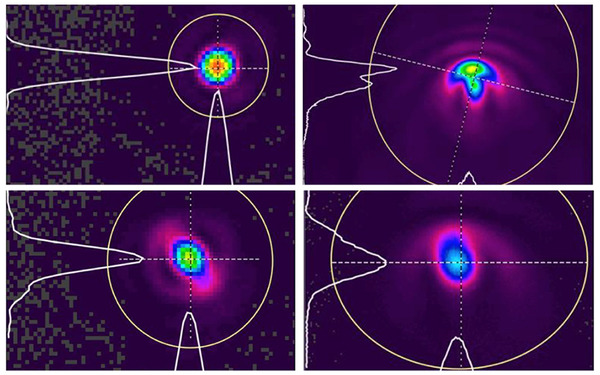
An Ophir Field Sales Engineer was called to help troubleshoot a system using a laser that was scanned with a mirror-galvanometer head to a powder bed. This system gave this group the ability to change optics to obtain different results. However, how these optics changes were affecting the process was unknown by the group. A camera-based beam profiling system, the Ophir BeamCheck, was used to measure laser power with a fan-cooled thermopile sensor and image the focused spot simultaneously. The images of the focused spot revealed several things. First, the sizes of the focused spot were different from what was expected. Second, there was not a uniform energy distribution across the beam. Finally, there was unexpected reflection of the edges of the beam on a component in the beam path. All of these contributed to a process that was not optimized to the way that this system was engineered to perform.
Best Practices in Maintaining Additive Manufacturing Lasers
As a laser user, it is in your best interest, and vital, to understand how your system is behaving and to ensure that it is operating as it was designed to perform. In addition to routine maintenance practices, such as changing water and gas filters, keeping optics clean, etc., having a better understanding of how these maintenance practices change your system and your processes is critical to providing the highest quality parts to your customers and to maximizing your investment. There are many things that you can do to achieve this.
First, and most obvious, take the time to understand how your laser system is designed to operate. Knowing its operational parameters and its limitations is vital to its proper and optimized operation. Establishing a stronger relationship with the provider of your laser system will also prove to be a smart move. Applications Engineers and technicians are an extremely valuable resource in increase your understanding of laser systems. Finally, the use of performance measurement solutions is important for understanding how your laser is operating at that point in time and how operational parameters trend over longer periods of time.
Understanding why these parameters trend and learning when to intervene with maintenance is crucial to the laser system's long-term success.
19th century Scott-Irish mathematician, physicist, and engineer William Thomson, 1st Baron Kelvin, speaking of physical science said, "If you can't measure it, you can't improve it." Similarly, 20th century entrepreneur, educator, and management consultant, Peter Drucker, speaking of workplace efficiency said, "If you can't measure it, you can't manage it." Even though these two men lived at different times and spoke in two different areas of expertise, they both say the same thing. We can also apply this to laser processing...
There's no way to improve upon a process if you don't have a way to measure the process, to understand the measurements, and realize how these measurement results apply to improving the process.
About the Author
John McCauley is the Key Automotive Accounts Manager for Ophir products. From 2009 to 2016, he served as their Midwest Regional Sales Manager and Product Specialist for all markets. Since 1998, his background has been as an end user of, and an Applications Engineer working with, laser marking and engraving systems. He has also worked closely with several mid-Indiana metal fabricating customers. John can be reached at john.mccauley@mksinst.com.