Trends in industrial manufacturing and the future of measurement technology for lasers
By: Markus Rütering in an interview with Dr. Gerlach
Mr. Rütering, you’ve been working in the laser industry for many years. Lasers are constantly being used in new applications that have to work safely in industrial processes. In this context, where do you see changes coming in laser measurement?
Initially, it was only experienced users who measured the behavior of lasers and their radiation. They had a deep understanding of how laser beams behave, and they knew what results to expect. Traditionally, these were physicists and technicians in research and development, whose aim was to investigate laser characteristics and explore new possibilities for new applications. Today, lasers are used in countless industrial processes. The laser parameters – and some of these are completely different from what they were back then – must be checked regularly and, above all, ever faster in automated systems. And now it's not just laser experts who work with this measurement technology. The result is more robust systems that can withstand harsh environments, that can communicate with other parts of the system via interfaces and can be operated fairly easily or even automatically.
What are the main features of these industrial systems?
On the one hand, as I said, the measuring devices for industrial use have various interfaces like Bluetooth or fieldbus, which both control the systems and can store and evaluate the data. And, of course, they have to be well-protected against the dust and dirt of industrial environments. As a rule, the sensors are installed in robust, IP-certified housings. Some of the protective glasses are further shielded by a lid that opens automatically, to allow measurements to be taken.
 Figure 1: With the Ophir Helios Plus, the lid of the measuring device can be closed automatically to protect it on industrial processing lines.
Figure 1: With the Ophir Helios Plus, the lid of the measuring device can be closed automatically to protect it on industrial processing lines.
In your opinion, is the trend towards networked systems and the Internet of Things (IoT) also having an impact on laser measurement technology? And will in-situ measurement be the next step in laser measurement technology?
We're definitely seeing that many more customers want to store and evaluate their measurement data. These automated production systems are integrated right into their production networks, and a large amount of their sensor data is analyzed and stored there. Measurement technology is now part of the digital factory, either directly or – much more commonly – via machine control. Ideally, the data is measured and evaluated in real time so that corrective action can be taken as soon as a deviation in the parameters is detected. However, in-situ measurement of the laser power and the spot diameter is difficult, because the laser beam must not be influenced during processing. As a rule, it's the beam guidance that's measured, and only a small percentage of the laser light is absorbed via reflective optics. The relative power of the laser beam is then determined based on this quantity of light. However, such measurements are often inaccurate – and they can't really be called 'in-situ'.
In order to analyze the beam in its entirety on the processing level, it's usually measured before the machine is reloaded for the next part. This ensures that the laser parameters correspond to the specifications for that part. Depending on the respective process, the laser power is measured at the very first indication of any change in the laser beam; then, at the same time, other parameters can also be analyzed, such as focus shift, focus size or the entire caustic. Modern measuring devices carry out all of these tasks in less than a second.
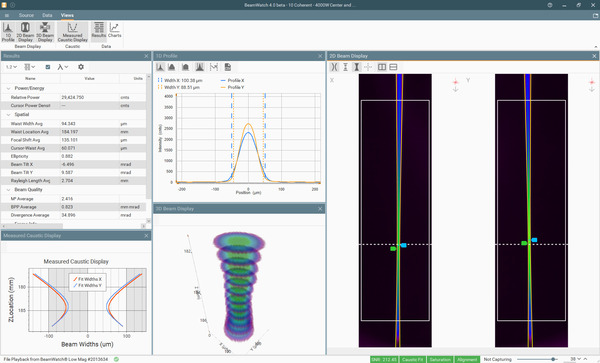 Figure 2: The focus position in relation to the construction level plays a decisive role in whether the construction task is a success or not. Any shift in focus position due to thermal effects on the laser system can result in a less-durable material bond.
Figure 2: The focus position in relation to the construction level plays a decisive role in whether the construction task is a success or not. Any shift in focus position due to thermal effects on the laser system can result in a less-durable material bond.
The latest Formnext trade show in Frankfurt once again showed the importance of additive manufacturing in production. What does this mean for Ophir's measurement technology?
Additive manufacturing has a strong influence on our products. In principle, analyzing a laser beam inside the construction chamber during laser-based powder bed melting places very high demands on any measurement technology. The devices must be compact, and the sensors must be so thoroughly protected against dust that the superfine metal powder, which is mostly smaller than 25µm in grain size, cannot contaminate them. The options for connecting the measuring device are also limited, as the measurements are usually carried out when the construction chamber is closed. MKS Instruments addressed these requirements early on and has developed several Ophir devices specifically for this purpose.
Now we're seeing a continuous rise in laser power in order to shorten the process cycle times. However, this growth in laser power brings with it new complications, in particular an increased risk of focus shift due to thermal effects on the components in the beam path. Thermal effects typically occur when these components become contaminated or begin to age. For example, they may absorb more strongly than intended, causing them to heat up and change shape. When the shape of a lens changes, it results in the intended position of the focused point shifting in relation to the process. This leads to an enlargement of the beam at the machining level, which in turn leads to a reduction in power density. Laser engineers who work with higher laser powers must be aware of this. In this scenario, it's even more critical to use a suitable device to take both short- and long-term measurements of the laser's power and focus position, because the most important parameter is – and remains – the power density, or power per area. For such purposes, we developed the comprehensive Ophir BeamPeek system, which measures both beam position and beam power within seconds and, using proprietary software, quickly and easily provides reliable measurement results.
 Figure 3: The BeamPeek software shows the core parameters of the beam at a glance.
Figure 3: The BeamPeek software shows the core parameters of the beam at a glance.
The automotive sector is currently undergoing a major transformation. Lasers are used in various process steps, especially in battery production. What trends do you see here?
We've worked closely with major automotive manufacturers for several years, and our measurement technology is used in battery production all over the world. Measurement devices such as the Ophir Helios Plus or the Ophir BeamWatch Integrated are often built directly into automated production systems. There are new, more-specifically tailored products in the pipeline that will be worth discussing in the near future. But what we're already seeing is increased demand for measuring high-power lasers in the green-blue spectrum, such as those used in copper welding. Our new measuring devices for high-power lasers already cover these wavelengths, and at LaserWorld we also presented our non-contact device Ophir BeamWatch Plus, which has been enhanced to also cover the wavelength ranges in the green-blue spectrum.

The interview published in LP.PRO 6/2023: https://lppro.felchner-medien.de/wp-content/uploads/sites/3/2023/11/epaper-LP.PRO_2023-06/index.html#6