The Challenge of Battery Production - Optimizing and Controlling Laser Processes Right from The Start
Automakers are investing heavily in electric cars: major investments that come with major challenges. But those who plan strategically and integrate the latest technologies directly into their production processes will not only save in the long term but also ensure both battery quality and safe vehicle operation. New manufacturing concepts and the technologies of e-mobility are tightly linked to laser welding. The goal is to achieve a consistently high level of production quality while continually guaranteeing and documenting this and/or to glean insights from the observed irregularities. This white paper explores where the challenges lie and why the quality of the laser beam plays such a pivotal role in the digitalization of manufacturing processes.
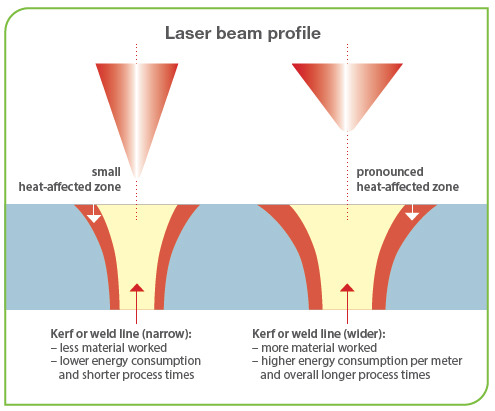
Laser power affects product quality
Irrespective of the specific laser welding process: The quality of the weld-spots or -seams exerts a decisive influence on the safety and reliability of the parts produced, which in turn significantly affects the overall quality of the vehicle. The impacts of a change in the laser profile can be clearly seen in Figure 1. But how can the manufacturers and the end-users of such laser systems – which are often built into automated production lines – ensure proper operation? And how can one document the measurements and glean sustainable insights from these changes? One thing is clear: anyone who relies on their lasers operating without wear and tear must simply live with losses in quality. Especially in production environments, external influences act on the laser beam systems, which in turn lead to changes. Only if these are recognized in time can quality losses, including potential product recalls, be prevented. Exactly this is the advantage of establishing a new production line. New technologies can be integrated individually for the respective application right from the very start.
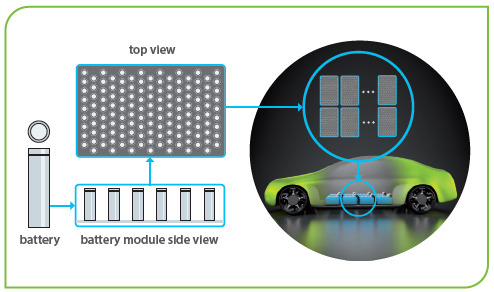
Lightweight but stable
In automotive construction, weight plays a critical role; but while all components are made as light as possible, they must still be as rigid as required. Modern laser welding systems enable complex welding geometries and material combinations in car body construction. In drive control, this has led to design changes from bolted to welded constructions, resulting in considerable reductions in weight and space requirements at higher strengths. Plus, laser welding makes it possible to reliably process and join aluminum, high-strength steel and even new, fiber-reinforced materials. Given the above, the production of battery systems for electric vehicles places particularly high demands on laser welding systems. In order to make compact battery packs, the welded electrical contacts connecting the individual cells – whether in series or parallel – must be of very high quality, so that they can be configured to the desired operating voltage and capacity. Especially highly reflective materials, such as copper, are tricky for laser welding systems. Furthermore, a single bad cell connection can cause the performance of a battery module to suffer. A first indication of whether a laser system is working precisely can be obtained through power measurements.
Power measurement at the processing level
Lasers with powers in the kilowatt range are frequently used in the construction of auto bodies. To measure these lasers quickly and easily, Ophir®, a brand of MKS Instruments, has developed Ariel, a compact and robust power measurement device.

The system measures a wide range of wavelengths, including 440-550 nm green and blue lasers, increasingly popular in copper welding; 900-1100 nm fiber lasers, used in most metal processing as well as 10.6 μm CO2 lasers. The Ariel industrial power meter combines two modes of operation to deliver a large measurement range of 200 mW to 8 KW: (a) Measurement of the energy of a short time exposure for high power lasers up to 8 KW, and (b) Longer CW power measurements for lower powers up to 500 W. The system's high thermal capacity of 14 kJ means it can measure several consecutive pulses with an accumulated energy of 14 kJ before it needs to cool down. A detachable diffuser allows measurement of high power density beams. That means that, for a pulse lasting half a second (as an example), laser powers of up to 8,000 watts can be measured cost-effectively and without requiring any additional cooling on the device. This aspect is particularly important when welding batteries, as water cooling should be avoided at all costs.
Measurements in automated manufacturing
As soon as a laser is deployed in a fully automated environment – as is usually the case in automotive manufacturing – the requirements on the measurement technology change. In the course of digitizing an automated production environment, companies often need the measuring device – in addition to its pure power measurement capabilities – to send its data into the production data network. This requires a compact and robust measuring instrument that can be easily integrated into the production process. MKS developed Helios Plus just for such applications, as it is based on Ophir's same pulsed power sensor technology.
The power gauge determines power and energy of industrial diodes, fiber or Nd:YAG lasers during a short irradiation period between 0.1 and 10 seconds. In addition to measuring infrared wavelengths between 900 and 1100 nm, Helios Plus is able to measure blue and green lasers used in copper welding in the automotive industry. It can calculate the total power up to a maximum of 12 kW or the total energy up to 10 kJ – without requiring air or water cooling. The measurement itself takes a few seconds (or mere fractions thereof), so power measurements can be carried out during the loading and unloading process. Profinet or EtherNet/IP and RS232 interfaces make it possible to store and evaluate the measured values as required. And should the power of the laser on the machining plane drift out of the selected tolerance, immediate countermeasures can be taken to ensure production quality.

Beam profile reveals power density
Knowing the power of the laser at the machining plane gives a first indication of whether the laser is working within specifications. Details of the focus position – or changes in focus position over time – can only be determined with a device that measures the beam profile. The focus position exerts great influence on the power density and therefore on the quality of the weld seam.
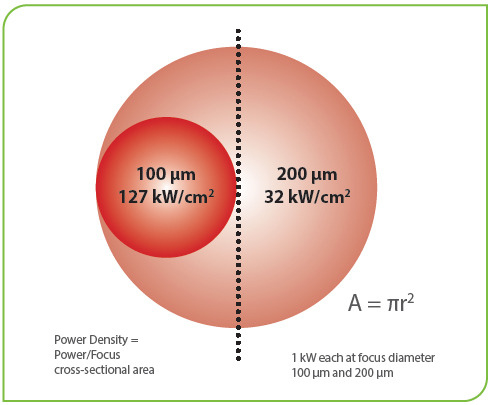
As Figure 5 shows, even a slight shift in focus position causes a significant change in power density. This in turn directly influences the quality of the weld seam, which, especially in sensitive welding processes, means that only very narrow tolerances can be permitted for changes in power density. Here too, the crux of the issue are the high powers involved.
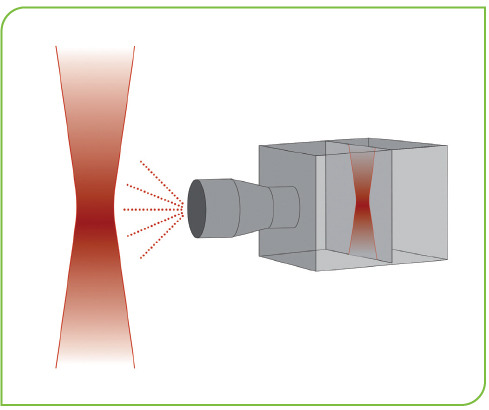
Non-contact measurement
For this purpose, Ophir developed a non-contact measurement method based on the Rayleigh scattering, which describes how electromagnetic waves scatter as they are deflected off particles in the air that are smaller than the radiation's wavelength, e.g. oxygen or nitrogen molecules. The electric field of the laser radiation induces an oscillation in the dipole molecule at the laser's frequency, thus leading to elastic scattering at that same frequency. The scattered laser light is imaged from the side using a telecentric lens assembly on a CCD or CMOS camera. Each individual pixel in a single line of the CCD camera detects the scattered light as a measuring point of intensity in the beam profile. From these measurements, and using an integrated software with high accuracy, it is possible to calculate beam and beam-quality parameters according to ISO 13694 and ISO 11146 standards, including focus diameter, focus position, divergence, ellipticity, M² (1/k) and beam parameter product (BBP).
Since the systems of the BeamWatch® product line are based on this measuring principle, they allow for real-time monitoring of the beam profile. This makes changes to the focus visible. A comparison of different measurement methods recently showed that non-contact measurement technology, although not yet documented in the ISO standards, is fully ISO compliant. Users thus obtain ISO-compliant measurement results that are reliable and repeatable, since there is neither influence on the beam caused by the measuring instrument nor deterioration of the measuring instrument caused by the beam. In the manufacturing process, these measurements can also be combined with the aforementioned power measurements: As a rule, the laser power is briefly tested and then, after a specified production period,
the beam profile is checked again. Alternatively, integrated systems that measure both power and beam profile can be used. MKS offers different variants for this purpose:
- Ophir BeamWatch - The lightweight and portable BeamWatch measuring devices can be easily transported and have no power limitations because measurement of the laser beam proceeds completely without contact.

- Ophir BeamWatch Integrated - This robust measurement device is based on non-contact beam profile measurement, but it has an additional power gauge that also acts as a beam trap. It was developed in cooperation with the automotive industry and is particularly suitable for integration into production lines. If desired, the beam profile can be measured during each loading process. Ophir BeamWatch Integrated is fully automated, and all measurement results can be read out and processed via an integrated interface.

In summary
Which measuring method is best for any given application is an individual choice. Often, only a test measurement can provide a true basis for a decision. But one thing remains clear: just-in-time series production of battery packs poses new challenges for measurement technology. Not only are the battery units the central and most expensive part of any electric vehicle, their performance and safety are directly dependent on their quality. Because these batteries can contain up to several thousand welded joints, it is well worth the manufacturers' while to continuously monitor the reliability of their production process. Only then can quality and maximum productivity be ensured in the long run.