In metal additive manufacturing, the laser does far more than simply melt powder. It directly influences part density, mechanical strength, repeatability, surface finish, and ultimately whether a component passes inspection or becomes expensive scrap.
In high-value industries such as medical devices and aerospace, consistency is everything. Yet many teams still validate beam quality only during final inspection, rather than across the full operating power range. To address these growing process risks, new beam diagnostic tools are emerging specifically for high-power additive manufacturing environments.
One Laser, Many Power Levels
In powder-bed fusion systems, the laser rarely operates at one fixed setting. During a typical build, power levels vary continuously to optimize:
- Geometry and fine features
- Structural integrity
- Thermal management
- Material and powder efficiency
- Overall build time
For a common 1 kW additive manufacturing laser, it is typical to see power levels ranging from approximately 400 W up to 1000 W, sometimes for short bursts and sometimes for extended durations.
And this leads to an important reality:
Changing power can change the beam.
What Happens When Power Increases?
It is easy to assume that a well-aligned laser will maintain the same beam shape across its full operating range. In practice, that assumption does not always hold.
In a recent diagnostic application test, a 1 kW laser was evaluated at multiple power settings, from 400 W to 1 kW in 200 W increments.
At first glance, performance appeared acceptable. But detailed beam profiling revealed something important:
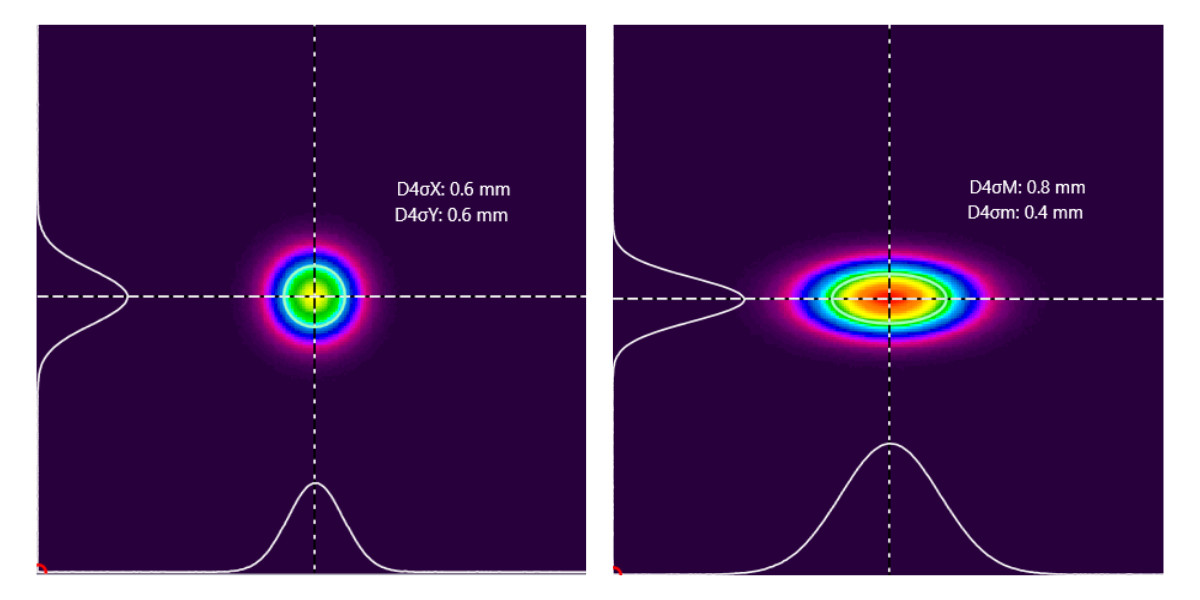
As laser power increased, the beam’s ellipticity (roundness) began to deteriorate.
The change was subtle, but it did not need to be dramatic to matter.
Even a small deviation from a perfectly round beam means:
- The focal spot becomes slightly larger in one direction
- And slightly smaller in another
When the laser scans across the build plane in all directions, this asymmetry can translate into uneven energy distribution, potentially leading to:
- Lack of fusion in certain scan directions
- Internal stresses
- Voids or structural weaknesses
- Reduced part consistency
For builds that may run 10, 20, or even 30+ hours, discovering this issue afterward is a costly outcome.
If you have ever completed a long AM build only to uncover a structural defect at inspection, you understand how expensive late-stage surprises can be.
Catching Problems Before Production
This is exactly where multi-power beam profiling proves its value.
By measuring the beam across all relevant power levels before production begins, subtle changes can be detected early, when they are still relatively easy to correct.
In the example above, beam diagnostics alerted the customer to a developing issue before parts were built, allowing the team to:
- Understand beam behavior across the full power range
- Adjust or service the system if needed
- Avoid failed builds and wasted machine time
In short, beam profiling turned a potential production failure into a preventable event.
Why Non-Contact, Real-Time Measurement Matters
Modern additive manufacturing environments place strict demands on beam diagnostics. Measurement tools must be able to operate safely and accurately under real production conditions.
Key requirements typically include:
- Non-contact operation to avoid sensor damage
- Real-time feedback during laser startup and thermal stabilization
- Full-power capability without attenuation
- Comprehensive visibility of beam propagation
This is where solutions such as BeamWatch® AM-3 are designed to fit.
Introducing BeamWatch® AM-3: Built for High-Power AM Environments
BeamWatch AM–3 is engineered specifically for additive manufacturing applications, using non-contact Rayleigh scatter technology to characterize the beam safely, even at high power. As the newest addition to the BeamWatch family, AM-3 was developed to meet the growing demand for real-time, non-contact beam diagnostics inside modern powder-bed fusion systems.
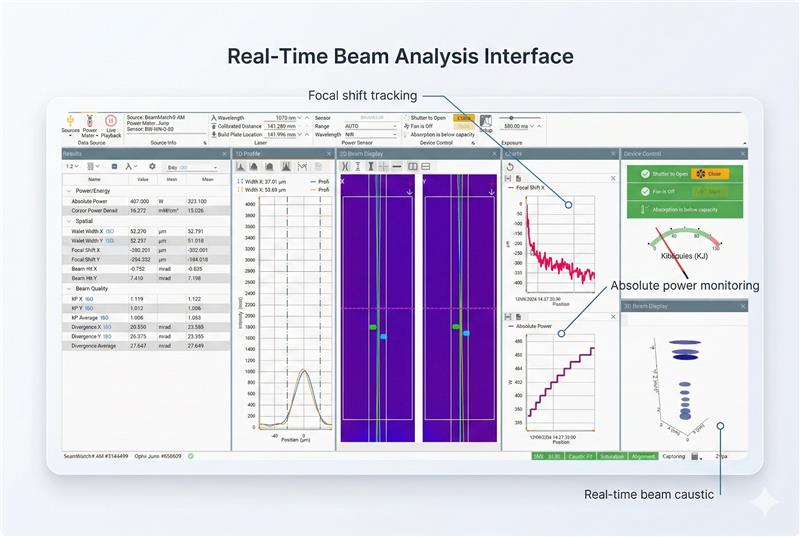
The system provides real-time, simultaneous measurement of the laser beam caustic and power without interrupting the process. Compared to traditional beam profiling approaches, BeamWatch AM-3 enables safe, in-process visibility at full power without interrupting production workflows.

Key capabilities include monitoring:
- Focus spot size and location
- Focal shift tracking in real time
- M2 and propagation
- Beam symmetry
- Absolute laser power
Because measurements occur in real time, users can also observe dynamic focal shift during laser startup, when thermal effects are most likely to influence beam quality.
For AM system builders and operators, this level of visibility supports more confident process development, system validation, and production readiness.
Why “Close Enough” Isn’t Enough
In additive manufacturing, small optical deviations can lead to large downstream consequences.
A laser that appears acceptable at one power level may behave differently at another. Yet many teams still validate beam quality only at a single final inspection point, rather than across the full operating power range. Profiling the beam across the full operating range helps ensure that:
- The delivered energy matches process expectations
- Long builds do not end in unpleasant surprises
- Quality issues are detected early
- Production yield and repeatability remain high
In high value AM production, precision is not just about having a powerful laser. It is about having a predictable, well-characterized laser under real operating conditions. For manufacturers scaling metal AM into true production, BeamWatch® AM-3 is becoming an essential part of the process control toolbox.
And in that environment, “close enough” rarely is.