Infrared Thermal Imaging
With five decades worth of knowledge and experience, Ophir Infrared Optics is a world-leading designer and manufacturer of high-performance IR thermal imaging systems and optics for SWIR, MWIR & LWIR imaging. Using advanced technologies and innovative engineering Ophir provides a global solution for homeland security, surveillance, defense and commercial applications: infrared thermal imaging cameras, complex lens assemblies and components.
Infrared Thermal Imaging Products




Commercial Applications





Defense Applications








Your Ideal Partner for Customized Optics
Advanced optical design technologies and innovative engineering are applied to our build-to-specification development processes, allowing us to reach efficient design results with fewer elements, lighter components and reduced-cost. These same advanced capabilities and expertise are combined with cutting-edge manufacturing technologies such as diamond-turning machines, CNC generators and polishers, automated coating chambers, MRF technology and advanced metrology and test equipment, to create our build-to-print (BTP) component and assemblies, including aspheric, diffractive and spherical lenses, mirrors, domes, windows and prisms.



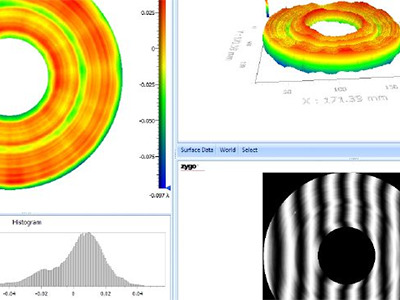
Maximizing Optical Performance Through Innovative Lens Design and Manufacturing
Using advanced technologies, top-quality materials and unique coating techniques, together with innovative engineering and opto-mechanical designs, we have earned a reputation for excellent performance, durability and quality. Our complete control of the process, unwavering commitment to quality, and dedication to continuous improvement, ensures that we maintain the highest standards, delivering products that achieve unmatched accuracy and reliability for defense, security and commercial applications.





In The News



Featured Events
Join us at the biggest international trade shows to see
our latest products and meet our team.
