センサー融合によりアディティブマニュファクチャリング
におけるレーザー加工の包括的な分析が可能に
選択的レーザー焼結 (SLS) や選択的レーザー溶融 (SLM) などのアディティブマニュファクチャリング (AM) 技術を含む新しいレーザープロセスでは、変換される材料に一貫したエネルギーを供給する必要があります。成果を上げるには、ワークに照射されるレーザービームのパワー密度分布が対称的、均一、安定している必要があります。
著者:
Kevin Kirkham, Senior Manager, Product Development, Ophir
センサー: 「物理的特性を検出または測定し、それを記録、表示、またはその他の方法で応答する装置。」 センサーは、物理量を検出し、信号を送信することで応答するデバイスです。
融合: 「2つ以上のものを結合して1つの実体を形成するプロセスまたは結果。」素材や情報をブレンド、融合、結合、結合、結合、統合、融合、または合成して、その部分よりも大きな合計を実現することです。この場合、多数のセンサーからのデータが融合されて、レーザー対応プロセスをより完全に理解できるようになります。
ほとんどのレーザーアプリケーションでは、ビームスポットサイズと強度を有限の許容範囲内に維持する必要があります。多くの場合、一貫して安定した正しいレーザーパワー密度の要件が満たされていることを確認するために、レーザーパラメーターを測定する必要があります。
しかし、イカロスが、海の湿気で翼が損傷した場合に低すぎる飛行をしないように、また太陽に対して高すぎる飛行をすると、翼を形成する羽毛を固定しているワックスが溶けてしまうように警告されていたのと同じように、レーザー焼結アプリケーションでは、ウイングのパワー密度をモニターする必要があります。レーザービームが照射されるため、材料の修正を成功させるためにはパワー密度が「高温」すぎたり、「低温」すぎたりすることはありません。
レーザーが必要なビームを正確に照射していることをどのようにして確認できるのでしょうか? 市販されているほとんどのレーザーパワー/エネルギー測定製品は、センサーとセンサーインターフェイスまたはメーターの両方の校正のトレーサビリティを提供します。米国に本拠を置く国立標準技術研究所 (NIST) とドイツに本拠を置く物理技術連邦 (PTB) は、レーザーパワーセンサーの校正サービスを提供しています。これらの政府機関は、熱量計の測定に基づいて標準に合わせて校正を追跡します。
パワーおよびエネルギーセンサーのトレーサビリティーと不確実性予算
一般的なレーザーパワーとエネルギーの校正エラーの詳細な説明は、Ophir Photonicsから入手できます。この文書では、波長、直線性、均一性の重要な要素と、これらの要素がセンサーの精度にどのように影響するか、およびレーザー強度の測定誤差を最小限に抑える方法について説明します。
主要なSLSパラメーターの一部を測定する市販製品には、レーザーパワーメーター、レーザービームプロファイリングシステム、およびこれらの製品の両方を1つのデバイスに組み合わせた製品などがあります。
CCDおよびCMOSシリコンアレイセンサーは、エネルギー分布の定量的な2D画像を生成するために使用されます。これらのシステムは、ビームサイズ、ビーム位置 (重心)、および集光スポット内でエネルギーがどのように分布するか (ビームプロファイル) を正確に測定します。
デジタルカメラ測定システムは、レーザーパワーの空間的に正確な強度マップを提供します。総レーザー パワーを測定し、そのパワー測定値を同じビームから取得したビームプロファイルと関連付けることにより、レーザービームの正確な断面パワー密度マップが可能になります。
カメラベースのビームプロファイリングシステムの絶対精度は、ディテクターの線形性、空間均一性、変調伝達関数(MTF)またはイメージングシステムの空間サンプリング周波数、および時間分解能(時間サンプリング周波数)によって制限されます。スキャニングスリットおよび他のタイプのレーザービームプロファイル測定装置も、高出力 (>1MW/cm2) 集光レーザースポット内のエネルギー分布を測定するために使用されます。
ビームプロファイラーのトレーサビリティー
NISTは現在、ビームプロファイル測定装置の校正サービスを提供していません。このサービスは以前は提供されていましたが、現在は提供されていません。
ビームの正確なパワーまたはエネルギー測定が利用可能な場合、ほとんどのビームプロファイルセンサーは、使用中のレーザービームの放射照度の有意義なマップの作成に役立ちます。すべての集光ビームが同じというわけではありません。一部のビームは非常にきれいなスーパーガウシアン分布に焦点を合わせますが、他の焦点を合わせたビームは光ファイバーの画像を作業面に中継します。一部のビームは、システムの表示面で均一またはトップハット分布を提供するように設計されています。集光されたビームは、目の前のタスクが危険にさらされるほどひどく歪む可能性があります。集光して動作するビーム内のエネルギー分布を理解することが、成功と失敗の分かれ目となる可能性があります。動作パワー密度のしきい値を超えるビームの領域が機能します。一方、アプリケーションの動作パワー密度を超えないビームの領域では、修正対象の材料に不要な熱が結合してプロセスに悪影響を与える可能性があります。
パワー密度が動作しきい値を大幅に超える領域では、材料が損傷したり、構造が脆弱になったりする可能性があります。
パワー密度が不十分であると、層の結合が不完全になり、ビルドに脆弱性やボイドが発生する可能性があります。
最小有効放射照度と、ビルドに損傷を与える放射照度、または以前にビルドされた構造に新しい層を接着するには不十分な放射照度との間のパワー密度の範囲が、アディティブマニュファクチャリングシステムの動作範囲です。プロセスが堅牢であることを確認し、損傷や不十分な放射照度レベルを回避するために、ビームプロファイルと照射されるレーザーパワーを測定する必要があります。
AM診断製品
初期段階ではありますが、アディティブマニュファクチャリングの結果を最大限に高めるためにすべての変数を確実に最適化するために、数多くの診断製品と手順が開発されてきました。市販されている製品には次のようなものがあります。
- 粉末分析: 粉末サイズ、粒子形状、粒度分布、化学的性質、および粉末密度はすべて、アディティブマニュファクチャリングビルドの完全性と冶金学的特性に影響を与えます。レーザー回折技術を使用すると、粉末の粒子サイズと粒子サイズ分布を分析して理解できます。電子走査型顕微鏡は、表面および内部形態を評価できます。蛍光X線分光法により、処理前後の粉末の化学組成を分析できます。
- 熱画像解析: 一部のアディティブマニュファクチャリングシステムでは、プロセスをモニターする方法として熱分析オプションが提供されています。プロセスの照射スペクトルを診断指標として使用するいくつかの取り組みが行われてきました。
レーザービームプロファイルと光パワー解析
レーザービームプロファイリング製品は、SLS/SLMレーザーを解析できるように改良されています。課題には以下が含まれますが、これらに限定されません。
- AM動作レーザービームの非常に高いパワー密度。パワー密度は2MW/cm2を超えるのが一般的です。
- 照射されるビームの急速な変化には、これらの変化を捕捉するのに十分な測定更新レートが必要です。測定サイクル時間は10ms以下である必要があります。そうしないと、照射されたレーザーの特性の小さな変化が見逃される可能性があります。
- SLS/SLM環境では、光学系の粉体汚染、互換性のないパージガス、高温のビルド環境などの環境上の課題が生じる可能性もあります。
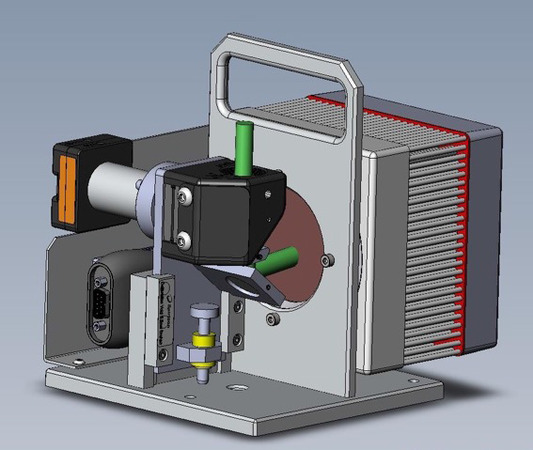
アディティブマニュファクチャリングプロセスに影響を与えるレーザーの性能を理解するという課題を解決するために、新しいテクノロジーが使用されています。レイリー散乱は、照射されたレーザーエネルギーと相互作用したり変更したりすることなく、集光したビームを画像化するために使用される新しい方法の1つです。Ophir BeamWatch非接触ビームプロファイリングシステムの場合、レイリー散乱により、ビームの集光領域 (苛性) を1秒あたり最大100回測定できます。これにより、添加剤メーカーは、送出光学系が熱化して動作温度に達する際の送出ビームの焦点シフトを理解し、測定することができます。
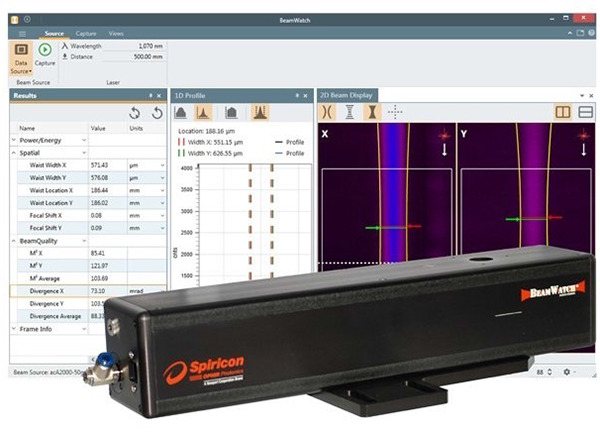
では、レーザーのM2 (ビーム伝播比)、K (1/M2)、およびBPP (ビームパラメーター積) のリアルタイム測定も可能です。これらの測定値は、当面のタスクに対するレーザーの適用性を定義します。
カメラベースのビームプロファイリングシステムはパワーメータと結合され、リアルタイムのビームプロファイル測定を提供します。この測定はパワー測定で「校正」され、作業面に配信される作業スポットのパワー密度マップを作成します。
科学グレードのCCDおよびCMOSカメラセンサーの空間解像度は有限であり、測定可能なスポットサイズの下限を形成します。意味のあるビーム幅測定値を取得するには、少なくとも10ピクセルが必要です。ビームプロファイリングカメラシステムは通常、3.75~10µmのピクセルピッチを提供します。ビームプロファイルセンサーの有効領域は、測定対象のビームの1/e2幅の少なくとも1.5倍である必要があります。現在利用可能なセンサーは、6.5x5mmから35x24mm以上のアクティブ領域を提供します。
レーザー波長に適したビームプロファイルセンサーを使用するように注意してください。CCDおよびCMOSカメラは200~1100nmの範囲で動作します。シリコンは近赤外では比較的感度が低いため、一部のカメラセンサーはNd:YAGレーザーやファイバーレーザーの長波長には適さない場合があります。
パワー密度が1MW/cm2を超える場合、使用中のレーザービームの正確な測定値を取得するには細心の注意を払う必要があります。光学系が汚れたり損傷したりすると、ビームプロファイルが大きく歪む可能性があり、パワー/エネルギー測定に誤差が生じる可能性もあります。高出力レーザーセンサーは、10kW/cm2のパワー密度にも損傷なく耐えられることが期待されるため、これらのセンサーの光学面をできるだけきれいに保つことが重要です。汚れや破片は、これらの製品の寿命と精度を低下させる可能性があります。場合によっては、強制空気の吹き付けや蒸留水による慎重な洗浄が必要になる場合があります。メーカーの指示に従ってください。
レーザービームの総統合パワー測定と時間関連のビームプロファイル測定を組み合わせることで、成功したビルドのパワー密度マップを取得して、アーカイブして後続のプロファイルと比較することができます。ほとんどのビームプロファイリングシステムは、ビルドの成功に重要なすべてのレーザーパフォーマンスパラメーターの合否ウインドウを確立する機能を備えています。粉末を測定し、粉末と相互作用するビームのパワー密度マップを取得することにより、情報に基づいてプロセスの良さを評価することができます。過去のパフォーマンスからの変動は、既知のアディティブマニュファクチャリング基準と比較できます。
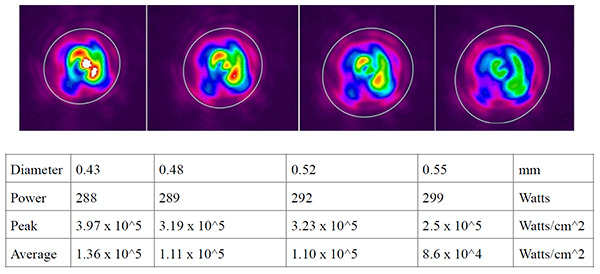
ビームプロファイル画像と粉体層に供給される総パワーの測定値を組み合わせることで、レーザービームのエネルギー密度プロファイルの完全な表現を理解することができます。コールドスタートから始めて20ミリ秒ごとに取得される一連のビームプロファイルにより、ビーム送出光学系の熱均一化の効果を観察できます。図3からわかるように、送達システムが加熱されると、ビームはわずかに広がります。このビームのわずかな拡大の結果は、ビーム内の計算されたピークおよび平均パワーで明らかにわかります。
ほとんどのレーザー焼結機では、ビルドチャンバーとレーザーおよび供給光学系の間に障壁を提供するために光学ウインドウが使用されています。一部のポリマーのガス放出による結露がこれらのウインドウに集まり、時間の経過とともにビームが見えなくなり、パワーの低下と照射される集光スポットの拡大につながります。送出されるビームに対するこれらの変化は両方とも、ポリマーの溶融プロセスに利用できるエネルギー量を減少させます。これにより、機械的特性が一貫性のない不完全に形成された構造が生じる可能性があります。
結論
複数のセンサーを使用するハイブリッドシステムは、レーザー駆動のアディティブマニュファクチャリングプロセスに関する有意義な洞察を提供します。レーザーパワー/エネルギーデータとレーザービームプロファイルを組み合わせることで、SLS /SLMプロセスについて比類のないレベルの理解を提供します。作業面でのレーザービームの強度校正されたビームプロファイルは、プロセス基準を確立するのに役立ち、レーザーパラメーターが確立された性能基準から外れている場合、合否テストでAMシステムのオペレーターに警告を発することができます。