レーザープロファイリングと特性評価による生産における
無駄の削減
1500年代の科学革命と1700年代の産業革命以来、科学と産業は両方とも急速に発展し、融合してきました。業界誌に目を通したり、毎日のニュースを聞いたり、Webを探索したりするたびに、発見や発明に関する発表を目にすることになります。映画『スター・ウォーズ』で紹介されたテクノロジーがどれほど素晴らしいものだったか考えたことがあるかと思います。しかし今日、私たちはそれらのいくつかが出現し始めています。かつてはSFやファンタジーだと思われていたものが、今では現実になりつつあります。
著者:
Mark S. Szorik, Pacific Northwest Regional Sales Manager, Ophir Photonics
科学と産業の成功を推進する重要な原則の1つは、生産プロセスとそれをサポートするツールの導入です。人類は、現在基本的な生産コンセプトやツールと考えられているものを変更または進化させて、これまで不可能だと考えられていたことを達成することができました。さまざまな、時にはエキゾチックな素材、手法、分野を使用して、私たちは多くの驚くべきものが実現するのを見てきました。場合によっては、製造プロセスでは、望ましい最終結果を達成するために人間の直接の介入さえ必要なくなります。
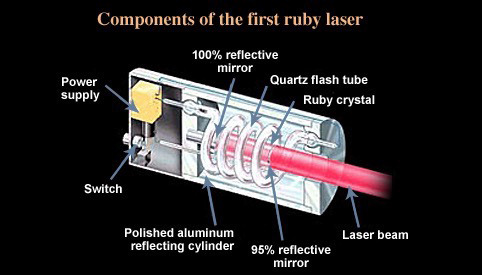
1960年5月16日、カリフォルニアのHughes研究所のTheodore Maimanの努力と想像力のおかげで、私たちは現在、多くの産業の主力であるレーザーを手に入れました (画像出典: laserfest.org)。発見以来、レーザーは大幅な変更と反復を遂げてきました。そして産業界はこれらの変化を利用し、多くの異なるアプリケーションに適用してきました。レーザーは現在広く使用されており、多くの産業、生産段階、分野で使用されています。レーザーは、業界がこれまで想像されていたよりも大量かつ高い精度で部品を生産できるようアシストしています。
ほとんどの場合、産業とビジネスは利益によって動かされます。全体的な収益性にプラスの影響を与え、競争力と実行可能性を維持するには、プロセスをより高い速度、信頼性、再現性、精度で実行する必要があります。しかし、落とし穴もあります。1つは変動費であり、これは避けられません。一般に、変動費とは、生産量に応じて変動し、生産量の増減に応じて増減するコストのことです。原材料は変動費の主要な要素であり、今日の世界では原材料なしではほとんど生産できません。変動費のもう1つの重要な要素は、廃棄物の流れの管理です。
リーン・マニュファクチャリングは、特定のプロセスの特徴付けと最適化を支援する一連のツールを確立することで、科学と産業界がこれらの懸念事項の一部に対処できるようにする哲学として開発されました。リーンでは、輸送、在庫、動作、待機、過剰生産、過剰加工、欠陥という7つのレベルの無駄を定義しています。これまで、多くの製造業者には、自社のさまざまなプロセスを適切に理解し、特性評価し、最適化するための適切な知識やツールが不足していました。多くの場合、なぜ不良部品や廃棄が時々発生するのかについては、大まかにしか理解していませんでした。一般的なルールとして、ほとんどの業界では、最初に生産稼働に向けて製品ラインを設定し、予備的な犠牲製品を稼働させ、すべてがチェックされたら生産を開始します。これは、予期せぬ事態が発生して製品の品質や量に悪影響を及ぼすまでは問題ありません。最新の高速、高精度のプロセスでは、何かが故障すると、数百、さらには数千の貴重な部品に即座に影響を及ぼし、大量の廃棄が発生し、多くの場合、多大なコストがかかります。
製品の品質とレーザープロファイリング
レーザー製造プロセス内でどのプロセスパラメーターや主要な制御特性を測定するか、またそれらが製品の品質や廃棄物にどのように関連するかを知ることが重要です。レーザープロファイリングシステムは、どの変数が製品の品質と廃棄物の最小化に影響を与えるかを特徴づけて特定するのに非常に役立ちます。しかし、顧客のレーザープロセスについて話し合うと、最初の納品とレーザーの試運転文書、つまり認証文書の評価を超えてビームの品質を評価したことがないことに気づくことは珍しいことではありません。多くの企業では、システムを初期セットアップした後、いくつかのテスト部品を実行するだけで、すべてが順調であれば、不良部品が必然的に生成されるまで実行を続けます。これが起こると、オペレーター、プロセスエンジニア、メンテナンス担当者、スーパーバイザーは、プロセスに影響を与えて「正常」に戻すことを期待して、さまざまなノブやコントロールの調整に積極的に取り組みます。場合によっては、これが何日も続くと、忍耐力がなくなったり、廃棄費用が膨大になったりすることがあります。このとき、何が問題になった可能性があるかに関するデータを取得するために、さらなる費用とダウンタイムの延長が発生します。残念ながら、このアプローチは単なる応急処置であり、問題の特定や永久的な除去につながることはほとんどありません。
社内に適切なツールを用意し、これらのツールを使用して事前にプロセスの特性を評価し最適化し、製品の品質とプロセスのばらつきを理解して維持できるようにすることで、生産を開始する前にこれらの問題や落とし穴のいくつかを回避する方が良いと考えられます。
レーザー変数を理解して無駄とコストを制御する
シックスシグマは、プロセスをマッピングし、特定のプロセス内の各ステップに関連する主要な変数を理解するだけでなく、これらの変数に関連する変動の原因を理解すれば、最終的に無駄を制御し、全体のコストを削減できると教えています。プロセス内の変数を理解し、それらを最終製品の仕様および適合性 (使用に適した状態) に関連付けることは、無駄を削減するために最も重要です。レーザーアプリケーションの場合、重要な変数は、ビーム直径、ビームトモグラフィーまたはモード構造、空間パワー、エネルギー密度と分布、コリメーション、アライメントなどです。
これらの変数を理解し、測定し、関連付けることは、最終製品の品質 (フィット感と仕上げ) と廃棄物の削減にプラスの影響を与えます。障害がランダムに発生するのを待ったりすることは、過去のものとなるはずです。生産稼働や製品キャンペーンの前後に正確なプロセスデータを収集できるため、多くの業界で現在必要とされている重要なプロセス知識とトレーサビリティが得られます。
しかし、レーザーを使用する多くの人は、基本的なパワーメーターとセンサーの組み合わせ以外にも、レーザーのパワーをリアルタイムで測定、特性評価、理解するのに役立つツールが多数あることを知りません。1976年の設立以来、Ophir-Spiriconは、研究者やメーカーがレーザーを測定して理解できるようにする世界クラスの機器を開発してきました。以下は、利用可能な多くのプロファイリング計測器の一部とその機能の概要です。
スキャニングスリットプロファイラー (mW–1000W)
NanoScanは、パワーと波長に応じて7μm~6mm の範囲のビームサイズを持つCWおよびkHzの両方のパルスレーザー光源の測定に使用できる高精度の機器です。190nmから100μm (遠赤外線) までの波長を効果的に測定できます。これは、利用可能な3つの異なる単一要素ディテクターから1つを選択することによって実現されます: シリコン (190–1100nm)、ゲルマニウム (700–1800nm)、パイロエレクトリック (190nm-100μm)
レーザー光源と位置合わせすると、瞬時に1D、2D、3Dの正確な結果が得られ、ビーム幅、重心位置、ビーム拡散、楕円率、ガウシアンフィット、ポインティング安定性などのユーザーカスタマイズ可能な結果が得られます。結果のグラフ作成、データのログ記録、およびレポートは、NanoScanソフトウェアパッケージ内で実行できます。
これはスキャニングスリットデバイスであるため、ほとんどの場合、追加の減衰は必要ありません。これは、直接USB接続を使用する非常にポータブルなデバイスなので、外部コントローラーや電源は必要ありません。
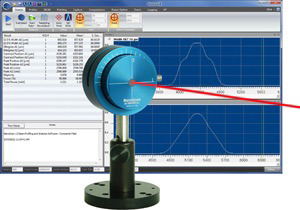
カメラベースのプロファイリングシステム (µW–1000W)
さまざまなカメラベースのシステムが利用可能であり、原則として、各システムはカメラ、ビーム減衰アクセサリー、およびソフトウェアで構成されています。これらのシステムを使用すると、ユーザーはCW光源とパルス光源の両方を評価できます。前述のスキャニングスリットプロファイラーと同様に、190nm (UV)~3000μm (遠赤外線) の波長に対応できます。主な違いは、これらのカメラシステムが単一素子ではなくアレイディテクターを使用していることです。同じディテクタータイプがここにも適用されます。これらのカメラはディテクターアレイを備えているため、追加の光学強化なしで正確に測定できる最小ビームに関してはある程度制限されます。これは主にピクセルサイズの関数です。一般的なルールとして、レーザー光源が正確に表現されることを保証するために、照明される最小10x10ピクセルのブロックが望ましいと考えられます。
選択したカメラとアレイに応じて、40μm~24mmのビームサイズを分析できます。ほとんどのカメラは USBインターフェイスを備えているため、ラップトップまたはデスクトップコンピューターに非常に簡単に接続できます。
BeamGageプロファイリングソフトウェアは、出力インターフェイスを提供し、レーザー光源をリアルタイムで分析するのに役立ちます。BeamGageは現在、StandardとProfessionalの2つのバージョンで利用できます。BeamGage PROは、BeamGage STDのアップグレード版ですが、オートメーションインターフェイス(LabVIEW、.NET VB、Excel)、カスタム計算(プログラム可能およびユーザー決定)、および画像分割などの重要な機能が追加されています。アライメントと減衰の後、データ収集は高い分解能と精度で瞬時に行われます。
非接触型 (500W–120kW)
当社のプロファイリングファミリーに最近追加されたのは、高出力非接触焦点スポットサイズおよび位置モニターであるBeamWatchです。この機器は、980~1080nmの波長のレーザーを測定するように設計されています。この機器の利点は、500Wという低いレーザー出力を効果的に測定できることと、非接触機器であるため上限が報告されていないことです。
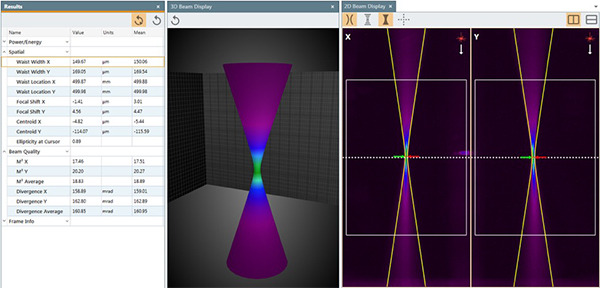
BeamWatchは、レーザーのビームウェストの周りで散乱するレイリーから生成される信号を測定します。これにより、デバイスのユーザーは、焦点スポットサイズ、焦点スポットの位置、ビームのふらつきまたはシフト、重心の位置、ビームパラメーター積、およびその他の重要な空間パラメーターとビーム品質パラメーターを瞬時かつ動的に測定できます。BeamWatchは、さまざまなオートメーションクライアントをサポートするツールを使用してオートメーションと組み合わせることができます。通信は、GigE Ethernet接続を使用してPC経由で行われます。
プロセスの理解と制御
Ophir-Spiriconビームプロファイリングソリューションのいずれかを採用することは、プロセスを理解し、制御する上で優れたステップとなります。これらの世界クラスのツールはレーザー業界で認められ、確立されています。レーザーの使用に習熟するまでに時間はかかりません。そうすることで、レーザーの所有者とオペレーターは、正確で再現性の高い情報を迅速かつ効率的に収集できます。
多くの業界はすでにこのレーザー測定装置を日常的に使用して、根本原因分析研究の実施、位置合わせとセットアップの検証、レーザーサブコンポーネントの影響の理解、スクリーニング実験と相関研究の実施、実際のデータに基づく予防保守スケジュールの確立を行っています。プロセスが安定しており、一貫性があり、予測可能であり、能力があることを知ることは、持続可能な利益を生み出し、無駄を最小限に抑え、最終顧客の満足度を高めるのに大いに役立ちます。