高出力レーザーの測定
穴居人が初めて石を投げたり矢を射る方法を発見して以来、力を正確に伝達する私たちの能力は大きく進歩しました。 高出力レーザービームは、精密に制御された狭い空間に大量の出力を供給することで、純粋に機械的な手段を使用した場合には不可能ではないにしても困難だったコンポーネントの製造に役立っています。自動車や航空機の製造、造船、その他同様の重工業用途は、レーザー技術が進歩し続けることによって劇的に変化してきました。
著者:
Mark Slutzki
それほど劇的なパワーレベルを必要としないプロセスにも利点があります。単一の高出力ビームを複数の並列処理ステーション間で「共有」できます。また、それらはすべて単一ビームとして開始されたものを使用するため、これらの複数のステーション間でより優れた均一性とプロセス制御が可能になります。
軍事用指向性エネルギー兵器などのエキゾチックな用途は、かつてはSF作家だけが本当に興味を持っていたものですが、現在では成熟期に達しつつあります。主にファイバーレーザーとその拡張性の進歩により、現在では50kW、さらには75kWで動作する産業用材料処理システムがほぼ標準品となっています。
測定: その理由と方法
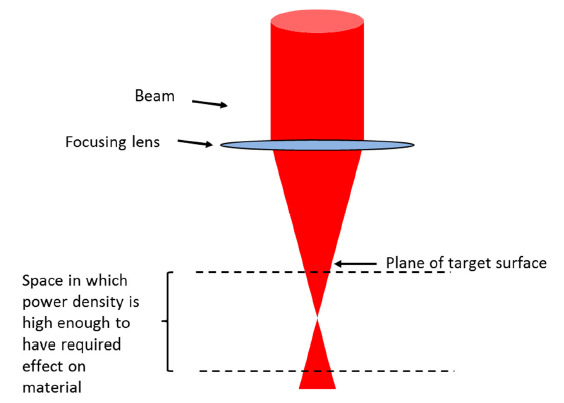
特定のプロセスは、正確に制御された場所でビームを必要なパワー密度にするように設計されています。 次のスケッチを考えてみましょう。
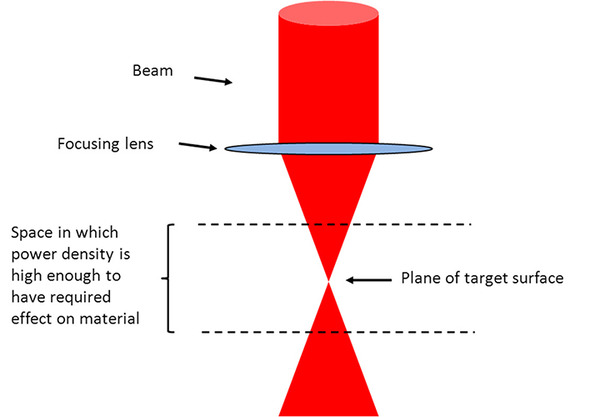
ビームパワーと焦点面の位置は、コンポーネントの経年劣化、プロセスの破片による集光レンズの汚染、送出光学系の位置ずれなどの結果、時間と使用とともに必然的にドリフトします。その場合、パワー密度が十分に高い空間が必要になります。マテリアルに影響を与えると、移動したり形状を変更したりできます。
結果: 悪い部分
パラメーターが制御されていないと、プロセスの実行内容と実行場所が予期せず変更される可能性があります。そのため、プロセスが予測不能になる可能性があります。また、工業的、商業的プロセスの場合、そのプロセスが生み出すはずの利益を損なう可能性もあります。
これを防ぐ方法は、ビームの関連パラメーターを適切なレベルの精度で監視することです。そうすることで、問題が発生する前にドリフトを発見し、積極的に対処することができます。
予防は常に、直すことよりも簡単です。
どのように
高出力レーザープロセスにおいて一般的に最も重要な2つのレーザーパラメーターは、パワー密度と焦点位置 (および形状) です。パルスエネルギー、実際のビームプロファイル(ビームの「集光能力」を決定する)、ビームの位置とサイズ(完全なプロファイル未満)などの追加パラメーターが重要になる場合があり、測定する必要があります。
おそらく数百Wから数十kWまでのレベルのパワーは、通常、サーマルセンサーを使用して測定されます。吸収された光は熱になり、結果として生じる熱流はビームのパワーに比例し、測定されます。出力は、ハンドヘルドメディスプレイの表示画面上の数値読み取り値である場合もあれば、センサーがホストシステム上で実行されているソフトウェアと直接インターフェイスする場合もあります。それはすべて、特定のアプリケーションの特定のニーズによって異なります。
焦点解析は、さまざまな種類のビームプロファイリング技術を使用して行われます。この記事では主にパワー測定に焦点を当てますが、最後の方ではビームプロファイリングソリューションについても少し触れます。
測定の課題と解決策
高出力ビームの測定に関しては、対処しなければならない重要な課題が数多くあります。主なものは以下のとおりです。
- 冷却: センサーに流入する数十kWのパワーは、少なくとも流入と同時に除去する必要があります。そうしないと、センサー内に熱が蓄積し、重大な損傷を引き起こす可能性があります。
- 損傷: センサーの本体が予想される総パワーを放散できる場合でも、吸収体の表面は、さらされるパワー密度 (すべてkW/cm2) に対応できなければなりません。高倍率では、低倍率の場合よりもはるかに困難です。「ダメージスレッショルド」(吸収体が処理できる最大パワー密度。これを超えると表面に局所的な焼け付く損傷が発生する危険性があります)はパワーレベルによって異なり、パワーが増加するにつれて、特定の種類のセンサー吸収体はさらに脆弱になります。
- Backscatter: A typical thermal sensor absorbs ~ 90% (with slight variations depending on wavelength). The 10% back reflection is usually diffuse, so at moderate power levels we don't give it much thought. At 50 kW, though, that's still 5 kW backscatter!
- 産業環境への適合性: 高出力向けに設計されたセンサーは、通常、(必要な熱放散を可能にするために) 大きくなります。しかし、現代の生産現場では、予備の不動産は決して安いものではありません。熱処理が必要であるにも関わらず、機器の設置面積は小さく保つ必要があります。また、現代の生産現場では高度な自動化が行われているため、機器は工場のネットワークに統合できるように設計する必要があります。
- Ever increasing powers: We're seeing lasers of higher and higher powers in today's industrial applications. How scalable is the measurement technology being used?
Now let's look at solutions.
Cooling
At powers above a few tens of watts, we usually add a fan to help remove heat from the sensor. Although Ophir offers 2 fan-cooled sensors rated for 1.1 kW, water cooling is the usual solution for sensors rated for more than a few hundred watts. Most "regular" thermopile type sensors use the water just to remove the heat; some examples are shown below:
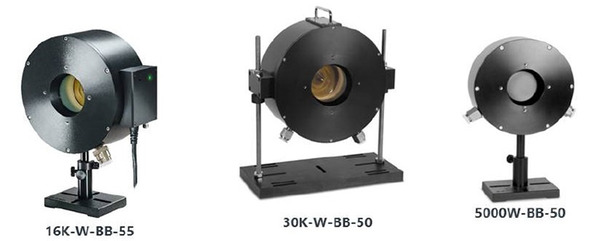
Notice the Alarm and Interlock module on the 16K-W-BB-55; this protects the sensor from overheating in case there is a failure of the water cooling system. Some sensors use a somewhat different design: the temperature rise of the cooling water, and the water's flow rate, are combined to enable measurement of the power. Some sensors using this method are shown below, including a large-format 6 kW sensor, and a unique sensor for measuring up to 120 kW:

It's also worth mentioning that when using Fiber Adapters at these high powers, the adapters themselves also need to be cooled! Note that highest power sensor for which we have standard FO adapters is the 400 W FL400A-BB-50. The "regular" adapters are not rated for more than that. With high power lasers, the delivery fiber itself is water cooled, as must be the fiber connectors. Ophir offers several models of QBH water-cooled fiber optic adapters.
損傷
前述したように、センサーは、直面する総パワーだけでなく、パワー密度にも耐えることができる必要があります。損傷を防ぐための重要な方法は次のとおりです。
- When we measure, there is (usually) no reason to place the sensor in the focal plane – and some very good reasons not to. In the focal plane, workpieces get drilled and welded – and so can sensors. And it's the same number of watts out of focus as in focus, so usually the best way to avoid damage is to find a location where the beam is defocused enough that damage threshold is no longer a concern. This is not always trivial (differences between Gaussian and Flat Top beams, before focus vs. after focus…), and you might want to check with us if you have any questions.
- Use a sensor with an absorber rated for the power density expected. Ophir has developed absorbers with incredibly high damage thresholds; the "LP2", for example, can handle 10 kW/cm2 at 1000 W power, and for 10ms pulse widths is rated for 400 J/cm2. It also has a flat spectral response, and very low angle dependence.
- The highest power sensors often have a reflective cone, which reflect the beam radially outward with a divergence angle, so that when it reaches the cylindrical absorber around it, the beam's power density has been significantly lowered. This "trick" enables these sensors to handle much higher power density beams than they would otherwise have been able to.
Backscatter
Ophir offers "Scatter Shields" as an optional accessory. They absorb some of the backscattered light, and reflect some of it back into the sensor's aperture, reducing backscatter by some 70%.
Of course the meter will need to "know" that the scatter shield has been added; there is a separate calibration factor ("Laser" or wavelength setting) for the "scatter shield in" condition.

Suitability for industrial environments
We mentioned the need to minimize footprint. So, how do we make a small sensor that can still measure high powers without overheating? The trick is to use a sensor designed for lower powers so that it's small, and then expose the sensor to the high power beam only for a short time – short enough that the total absorbed heat is low, but long enough for the sensor to measure it. The truth is, though, that this would mean the exposure has to be really short – in fact, shorter than the response time for power measurement! Enter "Pulsed Power" mode. Here's the basic idea:
- Fire the laser for a short, precisely controlled time
- Measure the energy of the resulting "pulse"
- Divide energy by time to get the power
Several standard Ophir meters offer "Pulsed Power" mode, meaning they "do the math" automatically; the user is prompted to enter the "pulse width", and the readout is in units of power. "Pulsed Power" mode enables the use of standard, small and inexpensive thermal sensors to measure powers as high as 10 kW - since total amount of heat to be dissipated by the sensor is actually low.
Factory Network Integration
Ophir's Helios is a compact industrial laser power meter designed especially with factory automation in mind. It is based on the same "Pulsed Power" concept as above, except in this case even the pulse width measurement is automatic, using an integrated fast photodetector. It measures up to 12 kW using a short exposure and therefore no water cooling. There are models for Profinet and EtherNet/IP.

Ever Increasing Powers
120K-Wセンサーについては前述しましたが、これは最大120kWを測定できる初の商用センサー (小型、高速応答) です。産業用材料加工、軍事用指向性エネルギーなどの用途に使用されるファイバーレーザー向けに設計されています。機能を考えると非常に小さく、深さ50cm x 直径50cm、口径200mmです。 その仕組みにより、ある意味ほとんど黒体に似ており、後方散乱は1%未満であり、安全上の危険が最小限に抑えられます。
Earlier we said that, although the focus in this article has been power measurement, "we will say a few words about beam profiling solutions toward the end". Okay then…
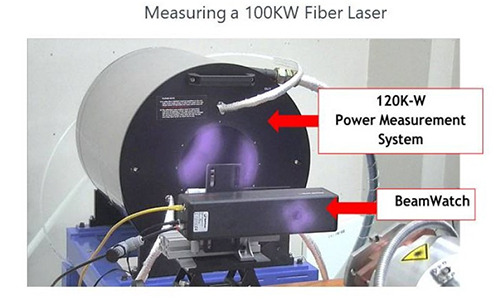
ここでは、ファイバーレーザーからの100kWのビームが見られ、そのパワーは120K-Wセンサーによって測定されています。ビームはまず「BeamWatch」非接触高出力ビームプロファイラーを通過します。 このユニークな機器は、レイリー散乱として知られる光の物理的特性に基づいており、レーザーのビームウエスト付近の高濃度の光がその近くの空気分子から散乱され、カメラで捕捉されます。これにより、ビームに接触せずにレーザーのウエストを分析できます。その結果、水冷が不要で、可動部品がなく、分析対象のレーザーパワーに上限のないビーム解析が実現しました。また、カメラベースのシステムであるため、ビデオレートでデータを提供します。これにより、ユーザーはレーザーシステムのより時間ベースの特性を確認できるようになります。
結論
測定装置に新しい高度なテクノロジーを適用すると、高出力レーザーシステムの設計者とユーザーの両方がプロセスを最適化および制御できるようになり、自信を持って目標を達成し、一貫して良好な結果を達成できるようになります。