プロセス品質の指標としてのレーザーパワー
アディティブマニュファクチャリングは、量産の準備ができているかどうかの答えは結局のところ再現性です。選択的レーザー溶融に関しては、レーザーシステムのメーカーとユーザーの両方が、レーザーパラメーターの一定性が製造プロセスにおいて非常に重要であることを認識しています。しかし、運用中にこれを迅速かつコスト効率よくテストすることは可能でしょうか? レーザーパワーの測定がどのように変化を示す良い指標となるのか、またどのような落とし穴が発生する可能性があるのかを学びましょう。
著者:
Christian Dini, Director Global Business Development Ophir
測定戦略を策定する際に尋ねるべき5つの重要な質問
アディティブマニュファクチャリングコンポーネントの個々の層を確実かつ安定して構築するには、適切なベース材料に加えて、プロセスに最適に調整されたレーザービーム、または大規模なシステムでは複数のレーザービームが必要です。特に再現性に関しては、レーザービームが作業面に当たるたびに常に指定されたパラメーターを満たしていることを確認することが重要です。これらのシステムが開発および製造される際、レーザービームの正確なパラメーターが最初に設定および検証されます。この場合、通常はより複雑なビームプロファイル測定器が使用されますが、これらの測定タスクの一部はパワーゲージを使用して完全に適切に実行できます。アディティブマニュファクチャリングの目的では、システムの稼働中であってもレーザービームを継続的に監視する必要があります。コスト効率が高く、高速なパワーゲージは、プロセス内で発生する変化に関する重要な情報を提供します。ただし、最初に、測定の要件プロファイルを定義し、考えられる誤差の原因を除外する必要があります。
測定の目標/目的は何か?
原則として、絶対値を決定するか、比較測定を実行するかを決定することが重要です。比較測定は、たとえば調整不良のシステムで発生する可能性のある異常やパワー損失を検出するのに適しています。一般に、比較測定を行う場合は、測定の再現性を高めるために、常に同じ測定器を使用するか、複数の測定器を使用する必要がある場合は同じタイプのセンサーを使用することをお勧めします。絶対値が必要な場合は、選択した機器の絶対精度が非常に高いことを確認するように注意する必要があります。
測定はどこで行われるか?
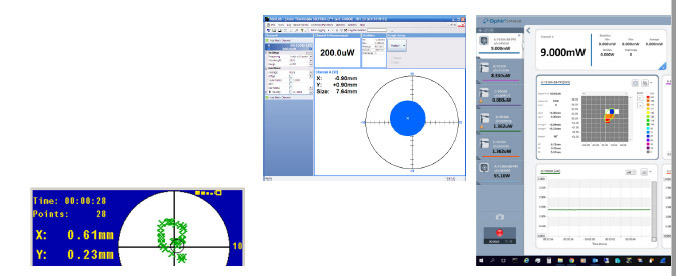
おそらく最も直接的な測定方法は、建築面でレーザーパワーを測定することです。ただし、センサーの損傷を防ぐために、破壊閾値のパワー密度がセンサーのコーティングに確実に適合するように注意する必要があります。これは、レーザービームを焦点ではなく、作業面を下げて測定することによって実現できます。ビルド空間内のさまざまなポイントでパワーを測定すると、ビームがケラレているかどうかを判断できます。この場合は、レーザーシステムの調整を確認する必要があります。ビルドスペースでのパワー測定は、エンドユーザー、メーカー、サービス技術者が実施できます。パワーだけでなくビームの位置とサイズも測定する象限センサー (PPS) は、従来のパワーゲージよりも一歩進んでいます。それらは建設室内で使用されます。センサーが中央に配置され、垂直に移動される場合、ビームの位置に違いは見られません。測定されたビーム位置の変化は、偏向ヘッドのオフセットまたはビーム経路の位置ずれを示します。このセンサー技術は、パワーとビーム位置の両方の観点から、建物平面の周辺領域でのビーム調整の精度を判断するためにもある程度使用できます。
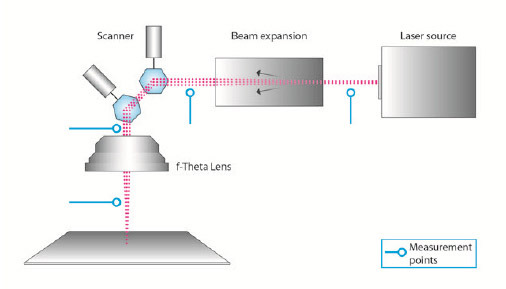
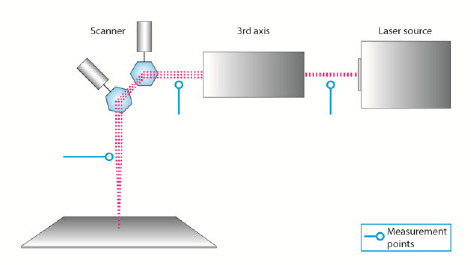
パワーゲージを使用して、レーザービーム経路内のコンポーネントを測定することもできます。Fシータ レンズを備えた2軸ミラーガルバノメーター (ガルボ) システムと3軸ガルバノシステムの2つの異なるシステムが区別されます (図2および3を参照)。個々の要素で起こり得る損失を判断するには、個々のコンポーネント間でパワー測定を実行します。レーザーのビーム経路の測定は、主にレーザーシステムのメーカーが設計および製造プロセス中に関心を持つものですが、トラブルシューティングやシステムの保守にも役立ちます。
適切なセンサーを選択するにはどうすれば良いか?
原理的には、測定されるレーザービームのパワーは、センサーを大きくしすぎずに、測定デバイスのダイナミックレンジの上限内にある必要があります。1つのレーザーシステムのみでの測定に使用する場合、サーマルパワーセンサーには可能な限り小さい直径を選択することをお勧めします。熱は外側および/または背面により速く伝導され、そこで電気信号に変換されます。測定は、より広い領域で行う場合よりもはるかに高速に行われるか、より高い時間分解能を持ちます。ここでは、センサーの質量が大きいため、熱の伝導に時間がかかり、測定にも時間がかかります。さらに、センサーを選択するときは、センサーのコーティングのダメージスレッショルドを考慮する必要があります。パワー密度を計算するときは、それぞれのビームプロファイルを知ることが重要です。ガウシアンビームは、完全なトップハットプロファイルの場合よりも中心のパワー密度が大幅に高くなります。さらに、一部のレーザー光源にはスパイクがあり、センサーに損傷を与える可能性があります。同社のWebサイトで計算機を使用することを推奨しています。ガウシアンビームのパワー密度もそこで計算できます。

その他のエラーの原因は何か?
建物の平面上で測定を行う場合、測定の配置は大きな課題となります。センサーが平面の端に配置されている場合、センサーのコーティングの吸収の角度依存性を考慮する必要があります。この情報は測定装置の製造元から提供されます。角度が大きすぎると、測定誤差が生じ、修正する必要があります。測定誤差につながる可能性のあるもう1つの特徴は、ビーム直径が小さすぎる場合です。センサーディスクのコーティングにはある程度の粗さがあるため、測定精度を確保するには、ビーム直径は理想的には最小サイズ3~4mmである必要があります。さらに、ビームは端に当たらず、できるだけセンサーの中心に近い位置に留まる必要があります。一方、ビーム直径が開口部を完全に満たしてはなりません。そうしないと、測定の不正確さが発生する可能性があります。ここでの60~70%はガイド値であり、センサーを調整するのに十分な余地を残し、過剰放射やクリッピングを回避します。
測定を最適化するにはどうすれば良いか?
技術的に高品質なセンサーの再現性は通常、センサー技術に応じて数十分の1パーセントの範囲ですが、絶対精度は通常+/-3~5%の範囲であり、すべてのパワーレンジとセンサーの波長をカバーします。ただし、パワーと波長に関して主に1つの特定の測定点で測定が実行される場合、この動作点を特別な校正で考慮することができます。このようにして、測定の絶対精度を約1%、たとえば3%から2%向上させることができます。
全体として、継続的な動作はパワーゲージに過度のストレスを引き起こすことに留意する必要があります。機能的な損傷を防ぐために、定期的に目視検査を行うことをお勧めします。たとえば、吸収体表面の強い変色や光沢のある斑点は、コーティングの局所的な過負荷の最初の警告兆候です。さらに、長期にわたって高い再現性と絶対精度を確保するには、センサーを定期的に校正する必要があります。
高出力レーザーの変化を観察している場合は、より低いパワーで比較測定を実行できます。決定的な要因は、結果を相互に比較できるように、常に同じ設定を選択することです。
要約
1つ確かなことは、アディティブマニュファクチャリングにおいて測定を行わないことはレーザーシステムの代替手段ではないということです。もう1つの議論の余地のない事実としては、パワー測定も統合されたビームプロファイル測定用の機器が最も包括的な結果を提供するということです。ただし、場合によっては、経済的な理由からこの測定技術が利用できない場合もあります。しかし、パワーゲージまたはPPSセンサーを賢く選択し、適切な測定戦略を組み合わせることで、ユーザーは機器の状態を包括的に診断できます。メリットは明白です。品質の問題を防ぎ、機械時間、材料、エネルギーがすべて最適に使用されるため、持続可能な生産を実現します。