レーザー溶接とレーザー切断を手頃な価格で持続可能にする方法
生産サプライチェーンがますます複雑になるにつれ、メーカーにとってベンダー部品の納期はますます短くなってきています。そして、ジャストインタイムの生産ラインを持っている人は、個々のコンポーネントの品質上の問題を許容できるわけではありません。自動車業界における数多くのリコールは、欠陥の発見が遅すぎると、しばしば致命的な結果を招くことを示しています。生産環境における重要なパラメーターの自動測定により、品質が向上し、プロセスの透明性が確保されます。これはレーザー溶接や切断にも当てはまります。これまで、高出力レーザービームの解析には時間とコストがかかり、この機能を生産プロセスに統合するのは複雑でした。今回、Ophirは、集光レーザービームのテストを自動化できる非接触測定方法を開発しました。
著者:
Christian Dini, Director Business Development Ophir
品質管理はレーザー技術に比べて遅れている
コンポーネントの故障の原因を設計ミスにまで遡ることができない場合、それは製造プロセスの品質問題によるものであるはずです。ここで、製造における矛盾にすぐに遭遇します。企業は、製品全体の品質の向上を約束し、通常はそれを実現する革新的な製造技術を採用することがよくあります。しかし、これらの新しいシステムはほとんどテストされないか、時代遅れの測定技術のみを使用しているかのどちらかです。さて、レーザー技術の例に戻りましょう。今日の生産ラインではますます強力な切断装置や溶接装置が使用されていますが、これらのプロセスは最新の技術でモニターされているのでしょうか? 適切な測定方法は、通常、レーザー光源、ビームステアリング、ビームフォーミング、およびモーションシステムで構成されるレーザーシステム自体の開発と製造でのみ使用されます。しかし、試運転後、多くのプラントオペレーターは経験と、多くの解釈を必要とする時間のかかるあらゆる種類の経験的手法に頼っています。その結果はどうでしょう?レーザーシステムは、ビーム品質について週に1回もチェックされていないことがよくあります。自動車業界では、30秒ごとに新しい車両が生産ラインから出荷されることを考えると、このような頻度の低いモニタリングに伴う災害の可能性が容易にわかります。ただし、製造されたコンポーネントのテストは現実的な選択肢ではありません。溶接部品は、精巧な方法を使用して仕様に照らしてのみ真にチェックできます。溶接シームには、破壊材料テストまたは超音波検査が必要です。どちらも時間とリソースを大量に消費するプロセスであるため、より長い検査間隔が必要になります。いずれにせよ、すべてのコンポーネントをすべて検査することは禁止されています。このため、集光されたレーザービームが要件を満たしていることを予防的に確認することが重要です。
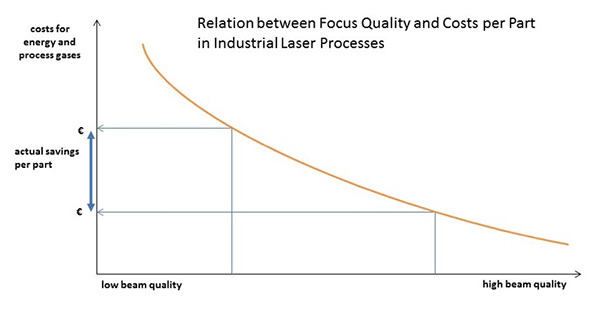
より高いレーザー品質はより高いプロセス品質と同等です
特に、厳しい公差を遵守する必要がある産業用レーザープロセスでは、レーザービームのプロファイルを測定することによってのみ、レーザービームの品質に関する実際の情報を得ることができます。1つは、レーザー源とビーム誘導装置のさまざまな材料が熱変化の影響を受けやすいことです。さらに、多くの製造プロセスでは、排気流を光学系から遠ざける保護ガスやバッフルがあるにもかかわらず、光学系を汚染する粒子や蒸気が放出されます。
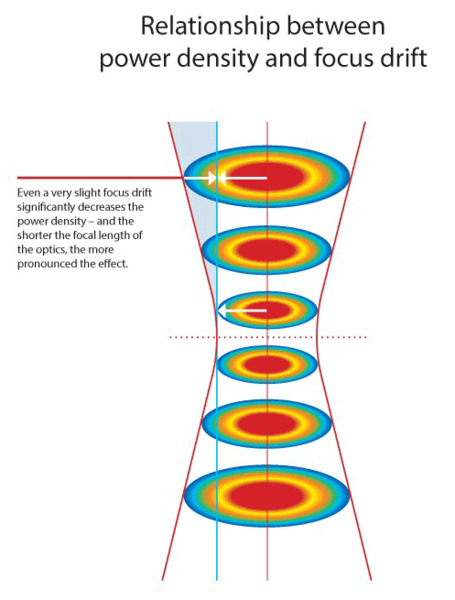
その結果、レーザーシステムの光学特性が劣化し、時間の経過とともに効率が低下します。プロセスの高品質を維持するには、焦点の位置や経年変化、汚れ、温度による潜在的なシフト、レーザーのM2品質スコアやパワー密度などのパラメーターを継続的にモニターする必要があります。しかし、ゲージに損傷を与えたり破壊したりせずに、巨大なパワー密度で集光したレーザービームを測定するにはどうすれば良いでしょうか?
非接触測定のためのレイリー散乱
Ophirの開発者は、空気中の酸素や窒素分子など、放射線の波長よりも小さい粒子による電磁波の散乱を記述するレイリー散乱に基づいた、新しい非接触測定方法を設計しました。レーザー放射の電場は、レーザーの周波数で双極子分子の振動を誘発し、その結果、同じ周波数で弾性散乱が引き起こされます。散乱したレーザー光は、CCDまたはCMOSカメラのテレセントリックレンズアセンブリーを使用して側面から画像化されます。CCDの1行にある個々のピクセルは、ビームプロファイルの強度の測定点として散乱光を検出します。これらの測定結果から、非常に正確な統合ソフトウェアを使用すると、ISO 13694およびISO 11146規格に従って、焦点直径、焦点位置、拡散、楕円率、M² (1/k)、ビームパラメーター積 (BBP) などのビームおよびビーム品質パラメーターを計算できます。ただし、散乱放射線が非常に弱いため、レイリー光を歪ませたりアーティファクトを追加したりする可能性のある二次光源を最小限に抑えて制御する必要があります。これは、測定チャンバー内の個々のコンポーネントと光吸収材料を最適に配置することによって実現されます。エアパージシステムにより、測定範囲内に測定に影響を及ぼす可能性のある異物(塵埃など)が存在しません。CCDの各行が強度プロファイルを提供します。したがって、1090x2048ピクセルの一般的なCCDまたはCMOSカメラは、2048個の個別のプロファイルを同時に測定できます。

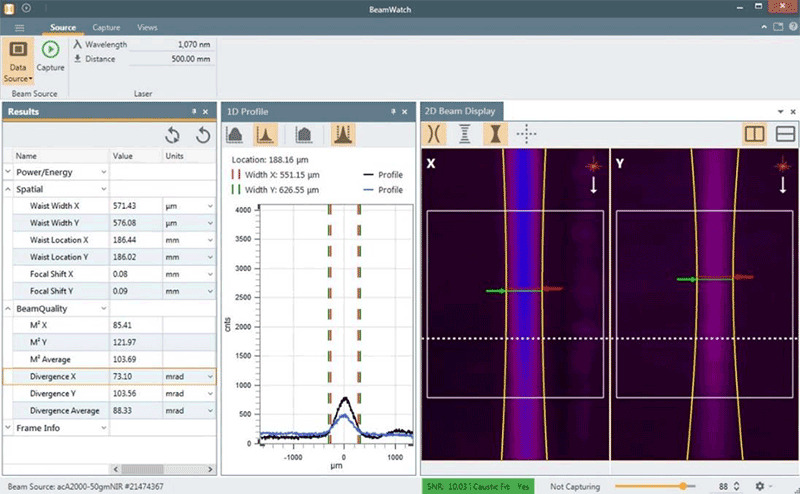
BeamWatch、BeamWatch Integrated
この革新的な測定原理は、Ophir SpiriconのBeamWatchシステムで使用されています。自動生産向けに、同社はBeamWatch Integratedも提供しています。これにより、非接触測定に加えて、システムを生産ネットワークや自動製造ラインに統合することもできます。BeamWatch Integratedは、最適化された設計と内蔵パワーメーターに加えて、測定データを生産ネットワークに直接転送するためのさまざまなインターフェイスを備えています。BeamWatchの両方のバリアントは、数分の一秒以内にビーム苛性の正確な描写を生成する能力によって区別され、レーザービームに触れることなく、つまり測定対象のビームやゲージ自体に影響を与えることなく、焦点シフトを簡単かつ効率的に計算できます。
持続可能な品質の確保
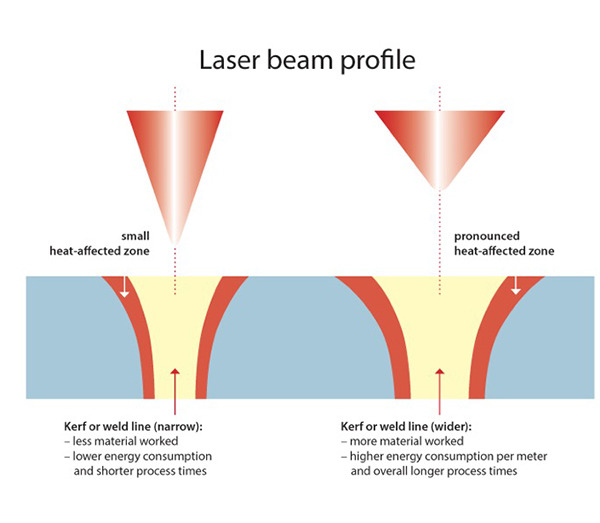
経験が示すように、レーザー光線をモニタリングすることは有益です。非接触測定テクノロジーは、比較的少額の資金を投入するだけで、製造段階での品質問題を直接排除し、欠陥ゼロの生産への道を平準化することができます。正確な溶接シームまたはカーフは、同じまたは低減されたレーザーパワーレベルで、より速い移動速度で可能であるため、生成される熱影響ゾーンはあまり目立たなくなります。特定のコンポーネントの処理時間は一定に保たれます。プロセスガスの消費量が減り、不合格率も低くなります。
さらに、BeamWatchとBeamWatch Integratedはどちらも、非接触測定により機器が摩耗しないため、実質的にメンテナンスなしで動作します。さらに、インダストリー 4.0の精神に基づき、標準インターフェイスを使用してすべてのパラメーターを読み出すことができ、必要に応じてプロセスモニタリングの一環として、個々のコンポーネントごとに一貫して文書化できます。測定時間が短いということは、ロード/アンロード段階でもレーザービームを自動的にチェックできることを意味します。わずかな労力で確実に回避できるのに、なぜ本番環境のリスクを受け入れる必要があるのでしょうか?
この記事は、Publitec 2017のApplicazioni Laserに掲載されました。