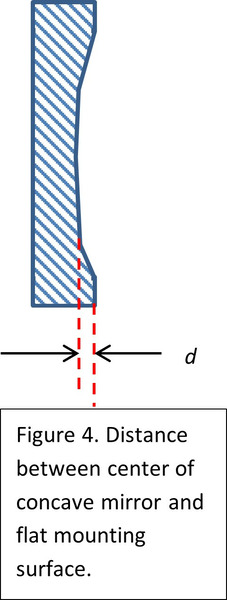
When designing aluminum mirrors, designers must take advantage of the fact that the diamond turning machine is actually a very sophisticated CNC lathe. Therefore, one can attain critical mechanical dimensions, to very demanding tolerances. For instance, the distance “d” in figure 4, which may be the distance between the center of the concave mirror and a flat mounting surface, can be within a few microns, as both surfaces can be generated with the same tool. Surfaces like these allow precision and no-nonsense assembly, because of their high degree of flatness and roughness.
Cleaning the mirrors is another important part of the production process. In general, cleaning aluminum is not a trivial procedure, and preparing mirrors for testing and coating is an essential skill. We ensure that all mirrors are thoroughly and carefully cleansed immediately after the diamond turning has finished, removing cosmetic blemishes.
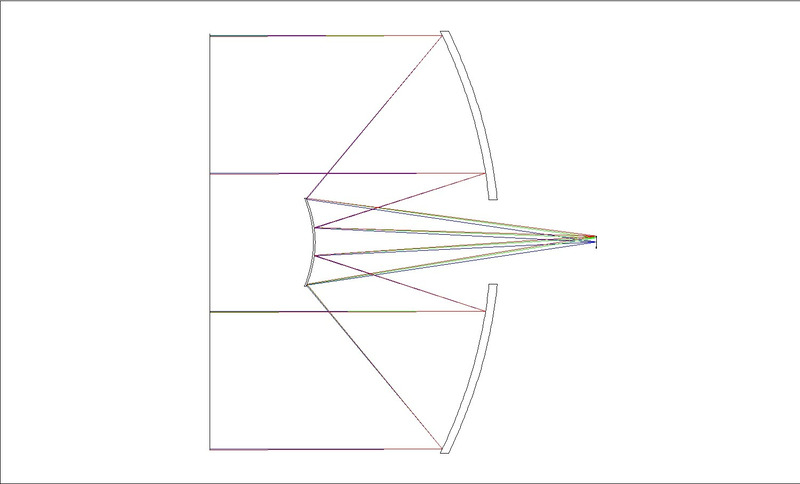
Perhaps the most critical aspect of the production process is the ability to measure accurately and reliably. Optical shops have many options for measuring such surfaces. Historically, parabolas have been the preferred shape of large mirrors, and this special conic contour is readily measured using the auto-collimation method. In theory, parabolas by themselves also promise low spherical aberration. A typical auto-collimation system consists of a commercial interferometer, a transmission sphere, and a large flat mirror with a central hole. Inherent aberrations, however, from each of these systems’ components, add to the overall error. Often, built-in errors can be compensated for by performing rather complicated calibration and nulling. Instead, Ophir utilizes precise Fizeau transmission spheres to reduce these built-in errors. Another disadvantage of the auto collimation system is that measuring the radius of curvature is awkward and rough. This is especially magnified for mirrors with no centers.
In recent years, designs have shifted away from pure parabolas, and the use of various aspheres has increased. Optical shops must therefore be equipped with versatile tools for measuring a wide assortment of aspherical mirrors. Here at Ophir, we have a Zygo VFA Asphere at our disposal, enabling us to precisely measure the majority of large aspheric mirrors. When measuring mirrors that have no center, the Zygo VFA requires an artificial center plug, which adds some more uncertainty to the equation. Nevertheless, the radius of curvature can be acquired with a high degree of accuracy and low uncertainty.
For very demanding requirements, we regularly utilize either a CGH (Computer Generated Hologram) or a DFNL (Diffractive Fizeau Null Lens). Both of these allow for the extremely accurate measurement of aspheric mirrors. These tools often add extra features, allowing the measurement of the radius of curvature and surface irregularity in tandem. A distinct advantage of the DFNL over other aspheric methods of measurement, for surfaces with F#>1, is that the DFNL itself is the only component needed to check the asphere. For these surfaces, the DFNL is able to bend and collimate the light and create a null.
Our skilled operators are then able to use interferometric output data to create feedback correction programs. These operations depend on highly accurate processes, with very high certainty. The “Measurement Correction” feature is one of the most powerful weapons in Ophir’s arsenal. This feature is only as successful as the accuracy and uncertainty of the measurement process. In general, measurement correction features only correct symmetrical errors. Due to this, asymmetrical problems, such as mounting stress or thermal issues, cannot be fixed.
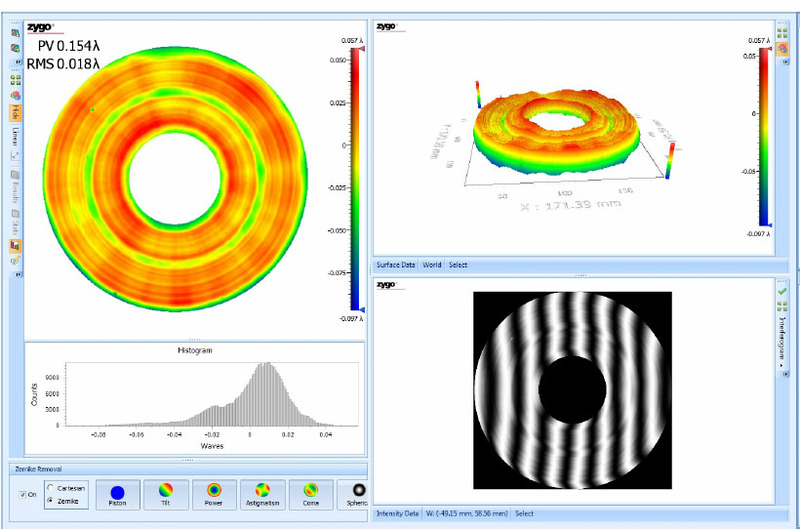
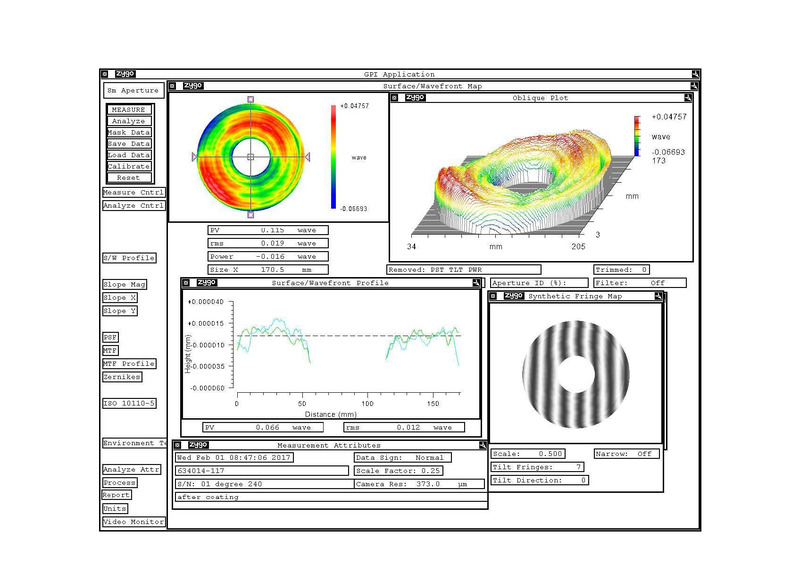
In figure 5, we can see the results of a Φ190mm aluminum mirror. The low results show spherical aberration of less than 0.02λ RMS, achieved using our advanced tools and equipment. Often, the coating process can degrade the results. In these cases, we must consider such effects in our calculations.



 Ultra-High Velocity
Ultra-High Velocity