Innovative Messtechnik Bringt Industrial Am Auf Neue Ebene
Reichenbacher setzt auf Ophir BeamPeek Messsystem
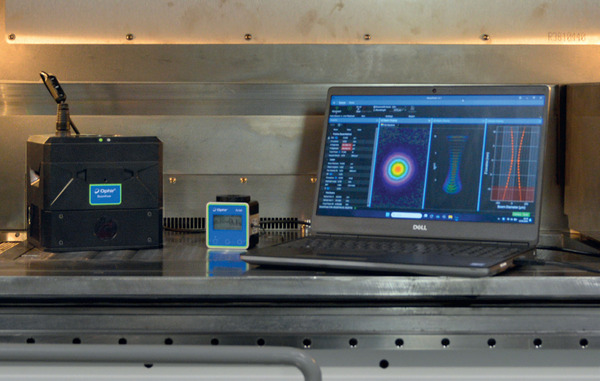
Die metallverarbeitende Industrie verändert sich. Additive Fertigungsmethoden eröffnen – auch in Kombination mit spanenden Verfahren – effizientere Prozesse und innovative Konstruktionen. Die Reichenbacher Hamuel GmbH erkannte das Potential. In kürzester Zeit gelang es dem Unternehmen, industrielle additive Fertigungsanlagen basierend auf dem Laser-Pulverbettverfahren zu entwickeln. Entscheidenden Einfluss hat dabei die geeignete Messtechnik: Das Unternehmen setzt in Forschung und Entwicklung wie auch in Qualitätssicherung und Wartung auf das kompakte Ophir BeamPeek System zur Strahlanalyse und Leistungsmessung von MKS Instruments. Die schnelle und einfache Handhabung des Systems überzeugte das Team ebenso wie die umfangreichen Messoptionen.
Kundenspezifische Additive Fertigungsanlagen
Weltweit bekannt ist Reichenbacher vor allem für hochwertige 5-Achs-CNC-Bearbeitungszentren,
die im Flugzeug-, Automobil-, Schiff- und Schienenfahrzeugbau ebenso eingesetzt
werden, wie in der holzverarbeitenden Industrie oder bei Herstellern von Bauteilen aus
Aluminium, Kunststoff oder Verbundwerkstoffen. Im Bereich Metallverarbeitung ergänzte
das zur SCHERDELGruppe gehörende Unternehmen das Portfolio um die Konstruktion
und Produktion großformatiger, industrieller additiver Fertigungsanlagen. Gemeinsam mit
erfahrenen Partnern realisiert das Unternehmen kundenindividuelle Anlagen, die die gesamte
Prozesskette der laserbasierenden Pulverbettfertigung (Laser Powder Bed Fusion – LPBF)
integrieren. Die Parameter des Laserstrahls in jedem Entwicklungsschritt zu kennen und
zu prüfen, erwies sich als essenziell, wie Dr. Alexander Kawalla-Nam, Leiter des Bereichs
Additive Fertigung bei Reichenbacher erklärt: "Laseranlagen der additiven Fertigung sind sehr
komplex. Gerade unsere großformatigen Systeme mit mehreren Laserquellen müssen optimal
eingestellt werden, um die Fertigungsqualität zu sichern. Wir suchten deshalb ein Messgerät
für den gesamten Lebenszyklus unserer Produkte, von der Entwicklung bis zur Wartung,"

Anwendung ohne Umbauten
Das Reichenbacher Team stellte zunächst die Anforderungen
an das gesuchte Messgerät zusammen. In Hinblick auf den
Funktionsumfang ging es dem Maschinenbauer um die
Messung einzelner Strahlparameter wie Strahldurchmesser,
Position, Strahlform sowie Leistung und Leistungsdichte,
aber auch um die Darstellung der Strahlkaustik, also die
Darstellung des Strahls von der Bearbeitungsoptik zum
Fokus und anschließender Aufweitung. Ebenso wichtig
war dem Team aber auch die einfache Handhabung des
Systems: "Wir arbeiten mit feinem Metallpulver in räumlich
begrenzten Baukammern, eine Wasser- oder Luftkühlung
wollten wir unbedingt vermeiden, um die Nutzung -
auch für die Servicetechniker - so einfach als möglich
zu gestalten", erläutert Lukas Gahn, Entwicklungs- und
Applikationsingenieur bei Reichenbacher.
Innovation zum idealen Zeitpunkt
Das Team startete eine Marktanalyse und evaluierte verschiedene
Messgeräte in der Anwendung. MKS Instruments stellte
in dieser Phase das Ophir BeamPeek Analysesystem vor,
das speziell für die Anforderungen der additiven Fertigung
entwickelt wurde. Für Dr. Kawalla-Nam ein ideales Timing:
"Das BeamPeek System sprach uns auf Anhieb an: Es ist
kompakt und benötigt weder Wasser- noch Luftkühlung.
Eine teilautomatisierte Analysesoftware ermöglicht uns die
Berechnung von Strahlkaustikparametern und die grafische
Darstellung der Kaustik bezogen auf die Bauebene in der
AM-Kammer. Wir erhielten als Betatester die Möglichkeit,
dem Entwicklungsteam Vorschläge zur Optimierung weiterzugeben."
Das innovative Messgerät nutzt ein patentiertes
Konzept zur Absorption der anfallenden Laserleistung
basierend auf austauschbaren Kühleinschüben. Ausfallzeiten
zwischen Messungen werden damit vermieden, ohne dass
im Bauraum Wasser oder aktive Lüfter verwendet werden
müssen. Das BeamPeek System eignet sich damit ideal zur
Messung der Laser in den Reichenbacher LPBF-Anlagen.
In nur wenigen Sekunden liefert es Strahlprofil, Fokusanalyse
und Leistungsmessung sowie die Strahlkaustik.
Flexibilität spart Zeit und Geld
Additive Fertigungsanlagen von Reichenbacher werden nach
den Anforderungen der Kunden individuell gebaut und sind
auch in Hinblick auf das verwendete Material offene Systeme.
Um die verschiedenen Laserquellen, Optiken und Materialien
optimal aufeinander einzustellen, müssen die Strahlparameter
immer wieder gemessen und verglichen werden. In der AMS
800 mit einem Bauvolumen von 800 x 800 x 500 mm und der
AMS 400 mit einem Bauvolumen von 400 x 400 x 500 mm,
arbeiten immerhin vier Faserlaser mit einer Laserleistung von jeweils 1 kW zusammen an einem Druckjob. Nur, wenn
alle Lasersysteme exakt den Vorgaben entsprechen, kann
die Fertigungsqualität des produzierten Bauteils gewährleistet
werden.
Schon während des Entwicklungsprozesses nutzt das Team das Ophir Messgerät regelmäßig: "Da wir den Kunden freie Hand lassen bei der Wahl des Pulvers, variiert auch die verwendete Laserquelle. Sowohl bei der Evaluierung der Laserquellen als auch bei der Konfiguration des Laseraufbaus liefert uns das BeamPeek System sehr schnell alle relevanten Parameter. Wir sparen damit wertvolle Entwicklungszeit", berichtet Dr. Kawalla-Nam.
Fehlerquellen schnell finden
Entscheidende Hinweise leistet das Strahlanalysesystem
auch, wenn es um die Fehlersuche geht, wie das folgende
Beispiel zeigt: Nach einer Optimierungsmaßnahme am
Schutzglas für die optischen Systeme einer Anlage führte
das Team eine Kontrollmessung mit dem BeamPeek System durch. Grundsätzlich sollten mit der Messung die
Strahlparameter des Laserstrahls nach dem Umbau erfasst
werden, um anhand eines Vorher-Nachher-Vergleichs den
Erfolg der Optimierung zu verifizieren.
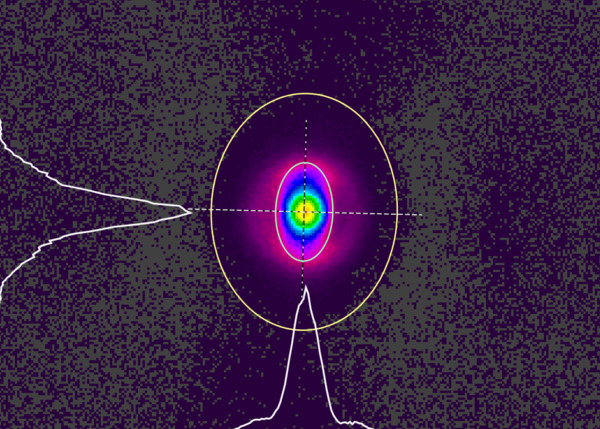
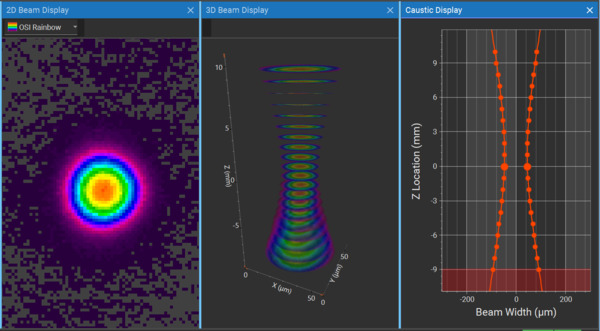
Gemessen wurden sowohl der Laserstrahldurchmesser in verschiedenen Ebenen als auch die Laserleistung in der Fokusebene. Hier zeigten sich unerklärliche Abweichungen in den Messwerten. Der Grund wurde bei der Betrachtung der Strahlform schnell klar: Sie war auf Fokusebene plötzlich elliptisch. Nach Überprüfung der optischen Komponenten konnte dies auf eine Verunreinigung auf der Oberseite des Schutzglases (von der Baukammer aus nicht zugänglich) zurückgeführt werden. Nachdem das verunreinigte Schutzglas ausgebaut und gereinigt wurde, zeigte eine neue Kontrollmessung nach dem Wiedereinsetzen des Schutzglases einen nahezu runden Laserstrahl in der Fokusebene über den gesamten Leistungsbereich zwischen 80W-1000W (siehe Abbildungen 3 und 4).


Partnerschaft mit Zukunft
Die Messung der Laserstrahlen auf der Bauebene ist für
das Team um Dr. Kawalla-Nam essenziell. Strahlform,
Laserleistung und die Strahlkaustik sind zentrale Parameter,
um die Qualität der Anlage und damit auch die
Fertigungsqualität zu sichern. Wenn es einzig um die
Laserleistungsmessung geht, setzt das Team auch das
noch kompaktere Ophir Ariel Leistungsmessgerät ein.
In der Mehrzahl der Fälle greift Lukas Gahn am Ende doch
zum BeamPeek System: "Ophir Ariel ist top, wenn es um
die reine Messung der Laserleistung geht. Da wir meist an
der Strahlkaustik interessiert sind, entscheiden wir uns
häufiger zu einer Messung mit dem BeamPeek System.
Auch hier dauert der Messaufbau nur Minuten und die
Messung selbst nur Sekunden."