Was geschieht mit Ihrer Schweißnaht, wenn Sie über eine längere Zeitspanne mit hoher Energie schweißen?
Mit einem Laser zu schweißen, ist heute weit verbreitet. Dennoch erfordern manche Anwendungen des Laserstrahlschweißens das Know-how eines Experten und individuell angepasste Lösungen. Einer unserer Kunden im Schiffsbau arbeitet mit einem sehr leistungsfähigen Faserlaser. In der Regel schweißt das Unternehmen damit kleine Metallteile. Für eine Anwendung im Großformat-Bereich benötigte das Unternehmen einen neuen Prozess.
Author:
Nicolas Chaise, Regional Sales Manager, Ophir Spiricon Europe
Große Teile im Schiffsbau schweißen
Das Unternehmen wollte große Teile der jeweiligen Bootsrümpfe selbst schweißen. Ein solcher Schweißvorgang kann bei mehreren Metern Schweißnahtlänge bis zu 20 Minuten dauern. Hier stand das Unternehmen vor neuen Herausforderungen. Während der 20 Minuten heizen sich sowohl der Laser als auch die Fokuslinse stark auf. Damit verändert sich die Fokuslage und - als Konsequenz - auch die Qualität der Schweißnaht.
Das führte zu der Idee, eines unserer neuesten Produkte einzusetzen: BeamWatch. Die Technologie von BeamWatch ermöglicht es, zahlreiche Parameter eines Lasers sofort und berührungslos, also ohne weitere evtl. das Ergebnis verfälschende Einflüsse zu messen. Diese bahnbrechende Technologie liefert deutlich exaktere Messergebnisse als existierende Systeme und ermittelt erstmals die Änderung der Fokuslage in Echtzeit.

BeamWatch wurde über ein GigE-Kabel direkt mit einem Computer des Kunden verbunden, so dass wir außerhalb der Sicherheitskabine arbeiten konnten. Wir schlossen einen Ophir 10kW Messkopf an ein VEGA-Display an, um so die Leistung zu messen und den Strahl aufzufangen.
Die Messergebnisse
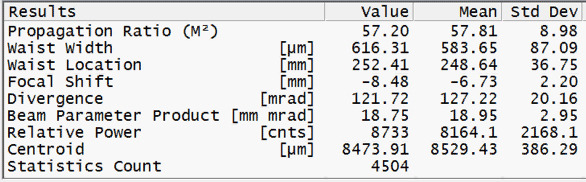
In nur einer Minute gelang es uns, den Leistungsmesser und das BeamWatch-System am Laserstrahl auszurichten. Wir führten den Strahl durch die 12 mm große Apertur und waren damit in der Lage, zahlreiche wichtige Laserparameter über einen unbegrenzten Zeitraum in Echtzeit zu messen: M2, Position der Strahltaille und damit die Verschiebung des Brennpunkts, Abweichung und den Strahldurchmesser.
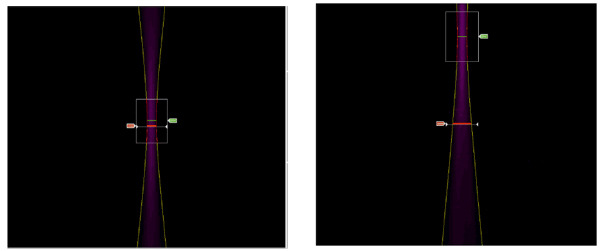
Die erste Messung des Schweißprozesses dauerte 10 Minuten bei 8 kW. Nach nur 7 Minuten stand ein überaus beeindruckendes Ergebnis fest: Die Fokuslage hatte sich um 8 mm verschoben.
Die erste Messung des Schweißprozesses dauerte 10 Minuten bei 8 kW. Nach nur 7 Minuten stand ein überaus beeindruckendes Ergebnis fest: Die Fokuslage hatte sich um 8 mm verschoben.
Ergebnis
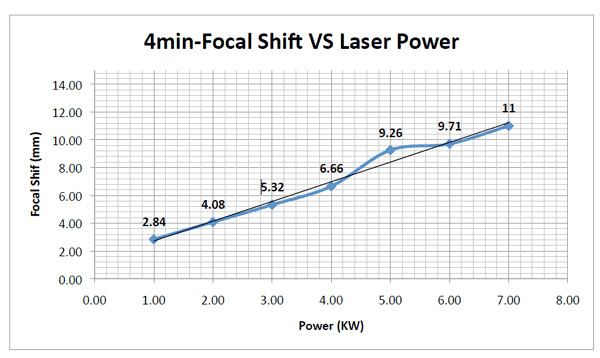
Die thermischen Effekte, die beim Laserstrahlschweißen über eine längere Zeitdauer entstehen, beeinflussen die Fokuslage signifikant. Je höher die Laserleistung, desto stärker ist die gemessene Fokusverschiebung. Diese Problematik kann zu massiven Qualitätseinbußen führen.
Theoretisch und auch nach Aussage der Laserhersteller sollte dieser Effekt sehr viel geringer ausfallen. Faktisch konnten wir bei einer verschmutzten Optik und Roboterbewegungen nach 10 Minuten eine Verschiebung des Fokus um mehr als 10 mm nachweisen.
Die Messergebnisse, die BeamWatch liefert, machen deutlich, dass die Fokusverschiebung bei Anwendungen mit hoher Leistung unbedingt gemessen werden muss. Nur so kann die Prozesssicherheit gewährleistet werden. Unser Kunde ist nun in der Lage, seine Laseranlagen zu charakterisieren und die Prozesse innerhalb einer kurzen Produktionspause zu optimieren. Die Produktionsqualität in seinem Unternehmen wird damit nachhaltig gesteigert.